
Методи обслуговування
Існує кілька основних принципів обслуговування та ремонту автомобіля, які постійно згадуються у цьому посібнику. Дотримання їм дозволяє автоаматору раціонально та якісно виконувати різні ремонтні процедури, а також ефективно здійснювати обслуговування.
Різьбові з'єднання
Під різьбовими з'єднувачами мають на увазі гайки, болти, шпильки та гвинти, що скріплюють дві або більше деталей. При поводженні з такими елементами слід враховувати деякі особливості цієї групи деталей. Майже завжди у з'єднаннях передбачено наявність стопорного пристрою певного типу: пружинна шайба, контргайка або штифт. Іноді для фіксації з'єднання на різьблення наноситься скріплюючий склад. Усі кріпильні деталі з'єднання повинні бути попередньо очищені та оглянуті на відповідність нормі їхньої геометричної форми. Різьблення не повинно мати ознак пошкодження або зносу, а грані шестигранників під гайковий ключ не повинні бути заокруглені. Привчитеся під час збирання замінювати пошкоджені різьбові деталі новими елементами. Контргайки з пластмасовими втулками можуть використовуватися за призначенням лише один раз. При відкручуванні відбувається втрата здатності контргайок виконувати свої функції і виникає необхідність їх заміни.
Різьбові з'єднання схильні до корозії в надзвичайному ступені. Якщо різьбове кріплення не роз'єднується, нанесіть на нього проникне масло, гас або інший засіб, і дочекайтеся всмоктування рідини. Можна спробувати застосувати пневматичний або електричний гайковерт. Якщо вищезазначені методи виявляться неефективними, можна обережно прогріти з'єднання. Якщо це не призвело до досягнення необхідного результату, то доведеться вдатися до використання ножівки або зубила.
Плоскі та пружинні шайби з'єднань завжди слід замінювати в процесі складання. Не прокладайте пружинні шайби між деталями з м'яких металів (наприклад, з алюмінієвих сплавів), тонка листова сталь або пластмаси.
Розміри різьбових з'єднань
З ряду причин виробники автомобілів широко застосовують кріплення з метричним різьбленням. Важливо відрізняти кріплення стандарту SAE (чинного в США) і метричні з'єднувачі, оскільки цим групам деталей не властива взаємозамінність.
Позначення болтів всіх стандартів визначає діаметр, а також крок та довжину різьблення. Наприклад, позначення за стандартом SAE 1/2-13x1 означає діаметр різьблення болта 1/2 дюйма, крок - 13 витків на 1 дюймі довжини, яка становить 1 дюйм. Позначення метричного болта М12 -1.75 х 25 позначає: діаметр різьблення - 12 мм, крок різьблення - 1.75 мм (відстань між витками різьблення), а довжина різьбової частини болта – 25 мм. Описані вище болти візуально майже не відрізняються. Їх легко сплутати, але вони не взаємозамінні.
Болти стандарту SAE та метричні болти відрізняються не тільки за діаметром, кроком і довжиною різьблення, але також і по висоті головки, яка наводиться в дюймах для болтів стандарту SAE, та у міліметрах для метричних болтів.
Вищеперелічені відмінності тією самою мірою ставляться до гайкам.
Таким чином, гайкові ключі різних стандартів повинні використовуватись на відповідних гайках та болтах. Крім того, на більшості болтів стандарту SAE є пази на поверхні головки, кількість яких визначає клас і допустиме зусилля затягування. Допустиме зусилля затягування таких болтів прямопропорційне кількості пазів на головці. На автомобілях зазвичай застосовуються болти з нульового класу до п'ятого. Клас метричних болтів вказується в їх позначенні і не залежить від наявності та кількості пазів на поверхні головки. Допустиме навантаження на метричні болти прямопропорційне їх класу. На автомобілях, як правило, застосовуються метричні болти класів 8.8, 9.8 та 10.9.
Іноді на гайки обох стандартів наноситься відповідне маркування, яке визначає допустиме навантаження на різьбове з'єднання. Як правило, на гайках стандарту SAE є нанесені на одну із сторін крапки, тоді як метричні гайки маркуються цифрами. Допустиме навантаження на гайку прямопропорційне кількості нанесених точок або величині зазначеного числа.
Метричні шпильки також мають маркування залежно від їх класу Клас шпильок великих діаметрів вказується в їх позначенні (так само як і метричних болтів), у той час як на шпильках малих діаметрів нанесено маркування у вигляді геометричних фігур, що визначає клас.
Слід зазначити, що більшість різьбових з'єднувачів не мають маркування класності, особливо якщо йдеться про клас від 0 до 2. При відсутності маркування на деталі кріплення єдиним способом визначення її стандарту є вимірювання кроку різьблення або зіставлення даної деталі з аналогічною деталлю відомого стандарту.
Говорячи про різьбові деталі стандарту SAE, часто згадують безпосередньо назву стандарту «БАЄ». Однак слід враховувати, що назва «БАЄ» відноситься лише до з'єднувачів високого класу точності. Різьбові деталі низьких класів зазвичай згадуються як деталі USS.
Враховуючи, що кріпильні деталі аналогічних розмірів можуть мати різні класи за допустимим навантаженням (як стандарту SAE, так і метричні), при складанні слід встановлювати їх на відповідні вихідні розташування. Крім того, при заміні кріплення необхідно переконатися, що клас кріплення, що встановлюється, не нижче класу замінної деталі.
Послідовність та спосіб затягування різьбових з'єднань
Більшість різьбових з'єднань слід затягувати із встановленим зусиллям затягування (зусилля затягування - крутний момент, який необхідно докласти до гайки або болта для викручування). Перевищення встановленого зусилля затягування призводить до руйнування кріпильних деталей, тоді як недостатнє зусилля, зрештою, призводить до ослаблення та мимовільного роз'єднання кріплення. Залежно від діаметра різьблення та матеріалу виготовлення, болти, гвинти та шпильки мають певні зусилля затягування, які у більшості випадків зазначені на початку відповідних розділів. Під час затягування з'єднань дотримуйтесь певних правил.
З'єднувачі, момент затягування яких не зазначений, затягуються відповідно до наведених у таблиці рекомендацій.
Дані наведені для незмазаних сталевих або чавунних кріплень (виготовлених не з алюмінієвих сплавів). Як було визначено вище, допустиме навантаження на різьбове з'єднання визначається матеріалом, з якого виготовлені деталі кріплення, і діаметром різьби. Нижченаведені значення є усередненими для другого та третього класу з'єднувачів. При підвищенні класу деталей допустимі величезні значення моментів затягування.
Такі різьбові з'єднувачі, як болти кріплення головки блоку циліндрів, піддону, кожуха диференціала і т. д., слід затягувати і викручувати в певних послідовностях, що запобігає деформації елементів, що скріплюються. Ці послідовності зазвичай наведені у відповідних розділах. За відсутності певної послідовності затягування необхідно дотримуватися наступних принципів, що запобігатиме можливій деформації деталей, що скріплюються.
На початковій стадії зробіть затягування болтів/гайок вручну. Потім їх слід затягнути на один повний оборот перехресної або діагональної послідовності. Після закінчення затяжки на один повний оборот поверніться до першого кріплення і зробіть затягування з'єднувачів на півоберта в тій же послідовності.
Нарешті, перед затягуванням із встановленим зусиллям затягування, зробіть затягування кожного з'єднувача на чверть оберту. При ослабленні зусилля затягування та викручуванні з'єднувачів виконайте вищеописану процедуру у зворотній послідовності.
Розбирання елементів
Розбирання елементів слід проводити акуратно, вживаючи в ході цієї процедури заходів, спрямованих на полегшення подальшого збирання та встановлення.
Завжди відзначайте послідовність зняття деталей. Також необхідно відмічати вихідне положення в блокноті або фарбою безпосередньо на деталях, які можуть бути встановлені в різних положеннях, наприклад, вихідне положення упорної гофрованої шайби на валу. Рекомендується розкладати зняті деталі на чистій поверхні послідовності зняття. Також рекомендується виконувати ескізи або фотографії елементів у вихідних положеннях.
Знімаючи різьбові з'єднувачі, завжди відзначайте їхнє вихідне положення. Іноді тимчасове вкручування болтів у вихідні положення здатне запобігти можливій плутанині надалі, також як тимчасове накручування гайок і надягання шайб на відповідні шпильки. При неможливості виконати вищеописане слід зберігати кріплення у підписаних коробках чи відділеннях однієї великої коробки. Для цієї мети ідеально підходить пластикова цукеркова коробка з відділеннями, так як у кожне з них можна помістити болти та гайки, зняті з відповідних вихідних положень (наприклад, болти та гайки кріплення піддону, клапанної кришки, опор двигуна і т.д.).
Піддон такої коробки незамінний при роботі з малогабаритними елементами, такими як карбюратор, генератор, клапанні механізми або внутрішніх панелей і облицювання.
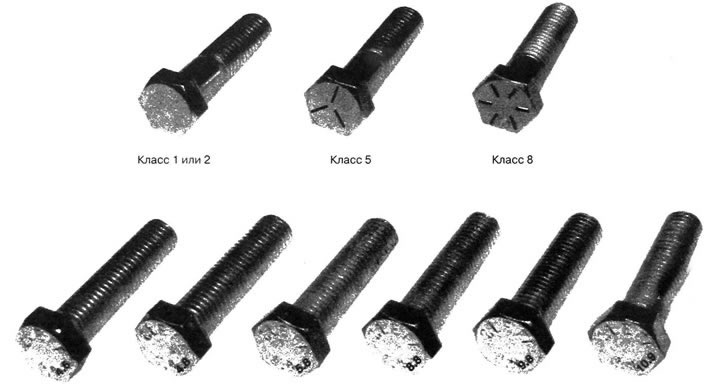
Маркування болтів в залежності від допустимого навантаження (стандарти SAE, USS; нижній ряд - метричні болти)

Маркування в залежності від допустимого навантаження на гайках стандарту SAE

Маркування в залежності від допустимого навантаження на метричних гайках
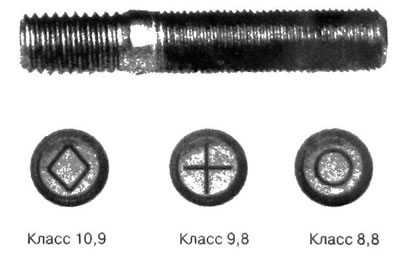
Маркування в залежності від допустимого навантаження на метричних шпильках
Відділення коробки можна відзначити фарбою або кольоровими ярликами, щоб ідентифікувати деталі кріплення відповідно до їх вихідних положень.
При від'єднанні джгутів, екранів і роз'ємів проводки бажано ідентифікувати розімкнені дроти, наклеївши на них ярлики з відповідними номерами, таким чином, забезпечуючи швидке і правильне з'єднання під час наступного складання.
Поверхні, що сполучаються і прокладки
У конструкції автомобіля широко використовуються прокладки для ущільнення поверхонь, що сполучаються, що запобігає розгерметизації з'єднання або протікання масла/рідини. У ході складальних робіт прокладки часто обробляються мастилом або герметиком. З часом, а також під впливом високої температури і тиску, поверхні, що сполучаються можуть досить сильно прикріпитися один до одного.
При роз'єднанні деталей заборонено вставляти викрутки або подібні інструменти між ними. Це може призвести до серйозних пошкоджень, які після збирання виявляться витоком олії, що охолоджує рідини, і т.д.
Поділ зазвичай проводиться при постукуванні вздовж сполучених поверхонь молотком, виготовленим з м'якого матеріалу. Мета - зрушити чи зруйнувати прокладку. Однак слід мати на увазі, що цей метод є неприйнятним для розбирання штифтових з'єднань.
Якщо між поверхнями, що сполучаються, двох деталей повинна знаходитися прокладка, то при складанні завжди слід замінювати її; встановлюйте суху прокладку, якщо в посібнику зі збирання не вказано інше.
Перед установкою переконайтеся, що поверхні, що сполучаються чисто і насухо протерті, і на них немає слідів старого герметика. При чищенні поверхонь, що сполучаються, при необхідності використовуйте відповідний розчинник і інструмент, який не пошкодить поверхню.
Не застосовуйте розчинники при очищенні поверхонь, що сполучаються деталей, виготовлених з пластмаси або іншого композитного матеріалу. Видаліть задирки за допомогою змазаного абразивного бруска або дрібнозернистого напилка. Рекомендується застосовувати мідний скребок, оскільки даний матеріал, як правило, м'якший за матеріал, з якого виготовлені роз'єднані деталі, що виключає пошкодження поверхонь у процесі очищення. Переконайтеся, що всі різьбові отвори очищені, і не допускайте попадання в них герметика, якщо інше не зазначено в інструкції зі збирання.
Переконайтеся, що всі отвори, канали та трубки не засмічені, та при необхідності продуйте їх стиснутим повітрям.
| Метричне різьблення | Фут-фунти | Нм |
| M-6 | 6-9 | від 9 до 12 |
| М-8 | 14-21 | від 19 до 28 |
| М-10 | 28-40 | від 38 до 54 |
| М-12 | 50-71 | від 68 до 96 |
| М-14 | 80-140 | від 109 до 154 |
| Дюймове різьблення на трубчастих з'єднаннях | Фут-фунти | Нм |
| 1/8 | 5-8 | 7-10 |
| 1/4 | 12- 18 | 17-24 |
| 3/8 | 22-33 | 30-44 |
| 1/2 | 25-35 | 34-47 |
| Стандарт, що діє у США | Фут-фунти | Нм |
| 1/4-20 | 6-9 | 9- 12 |
| 5/16-18 | 12-18 | 17-24 |
| 5/16-24 | 14-20 | 19-27 |
| 3/8-16 | 22-32 | 30-43 |
| 3/8-24 | 27-38 | 37-51 |
| 7/16-14 | 40-55 | 55-74 |
| 7/16-20 | 40-60 | 55-81 |
| 1/2-13 | 55-80 | 75 - 108 |
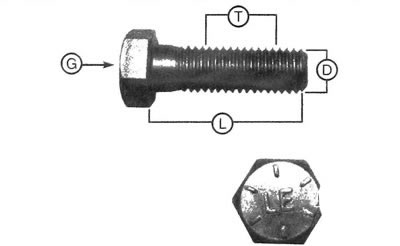
Позначення розмірів та класу болтів стандартів SAE та USS: G - Маркування класності (за допустимим навантаженням); L - довжина робочої частини (у дюймах); T - Крок різьблення (кількість в одному дюймі); D - Номінальний діаметр різьблення (у дюймах)
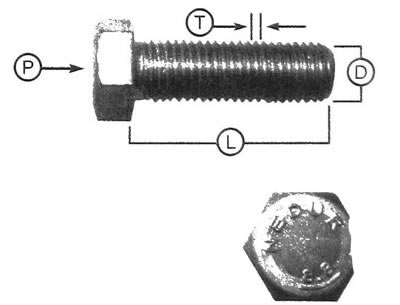
Позначення розмірів та класу метричних болтів: P - Вказаний клас (за допустимим навантаженням);L - довжина робочої частини (у міліметрах);T - Крок різьблення (відстань між витками різьблення у міліметрах);D - Діаметр різьблення
Від'єднання шлангів
Попередження: якщо на автомобілі встановлена система кондиціонування повітря, не від'єднуйте шланги системи без попередньої розрядки на СТО відповідного профілю.
Запобіжні заходи при від'єднанні шлангів подібні до заходів при роз'єднанні поверхонь, що сполучаються з прокладкою. Не допускайте пошкодження поверхні з'єднувача, що призводить до перебігу рідини або розгерметизації надалі. Це особливо часто відбувається при пошкодженні поверхонь патрубків радіатора. Внаслідок перебігу різних хімічних реакцій гума може прилипнути до металевого патрубка шланга. Перед зняттям шланга послабте затягування хомутів. Потім, захопивши частину шланга, що знаходиться на патрубку відповідним пристосуванням, обертайте шланг навколо осі патрубка. Повторюйте поступальні обертання до ослаблення опору зняття, потім від'єднайте шланг. При наявності можливості обробіть шланг і зовнішню поверхню патрубка мастилом на основі силікону або іншим відповідним мастилом - це полегшить зняття. При наступній установці обробіть цим же мастилом внутрішню поверхню шланга і зовнішню поверхню патрубка - це полегшить підключення.
При гострій необхідності в заміні шланга, зняти який не представляється можливим, як крайній мірі можна відрізати, а потім зняти його частину, що залишилася, з патрубка. При розрізанні частини шланга остерігайтеся пошкодити поверхню патрубка.
За наявності ознак зношування або пошкодження хомута кріплення в жодному разі не встановлюйте його знову. Пружинні хомути послаблюються з часом, тому рекомендується замінювати їх черв'ячними хомутами щоразу під час зняття/установки шланга.
Інструменти
Вибір високоякісних інструментів - запорука успішного ремонту та ефективного обслуговування автомобіля. У автомобілістів, які не мають таких інструментів, покупка повного набору викличе значну витрату коштів, яку можна лише частково знизити за рахунок самостійного виготовлення деяких пристроїв. Однак якщо куплені інструменти відповідають вимогам безпеки і мають високу якість, вони прослужать багато років і будуть надзвичайно корисним придбанням.
Щоб допомогти автомобілісту вирішити, які інструменти необхідні для виконання різних робіт, описаних у цьому посібнику, автори склали три списки під наступними заголовками: "Набір інструментів для обслуговування та дрібного ремонту", "Набір інструментів для середнього та капітального ремонту" і "Спеціальні інструменти та пристрої".
Власники автомобілів, які не мають достатньої практики ремонту, повинні почати з придбання набору інструментів для обслуговування та дрібного ремонту та обмежитися виконанням простих робіт. Потім, у міру зростання впевненості та накопичення досвіду, можна перейти до вирішення складніших завдань, набуваючи додаткових інструментів у міру необхідності. Таким чином, за тривалий період часу і без великих одноразових витрат можна збільшити набір інструментів для обслуговування та дрібного ремонту до набору, призначеного для середнього та капітального ремонту. Досвідчені автолюбителі можуть мати набір інструментів, що підходить для більшості ремонтних робіт, та доповнювати його інструментами з "спеціального" списку, якщо будуть впевнені, що витрати на їхнє придбання виправдані частим використанням.
Набір інструментів для технічного обслуговування та дрібного ремонту
У цьому списку представлений набір інструментів, необхідних для обслуговування та дрібного ремонту. Рекомендується купувати комбіновані гайкові ключі (накидний ключ з одного боку, і ріжковий того ж розміру з іншого); ці ключі коштують дорожче, але мають переваги обох типів.
- Набір гайкових ключів:
Дюймові - від ¼ до 1 дюйма
Метричні – від 6 до 19 мм включно
- Розвідний ключ - 35 мм або 8 дюймів (приблизно)
- Свічковий ключ (з гумовою вставкою)
- Пристрій для регулювання зазору у свічках запалювання
- Набір щупів
- Ключ для відкручування штуцерів прокачування гальмівної системи
- Викрутка з плоским кінцем - 100 мм довжина, 6 мм діаметр (5/16 x 6 дюймів);
- Викрутка з хрестоподібним кінцем - 100 мм довжина, 6 мм діаметр (2 х 6 дюйми);
- Пасатижі
- Слюсарна ножівка (мала) з набором лез
- Манометр
- Нагнітач мастила
- Маслянка
- Дрібнозернистий наждачний папір на тканинній основі
- Дротова щітка
- Пристрій для обслуговування проводів та клем акумулятора
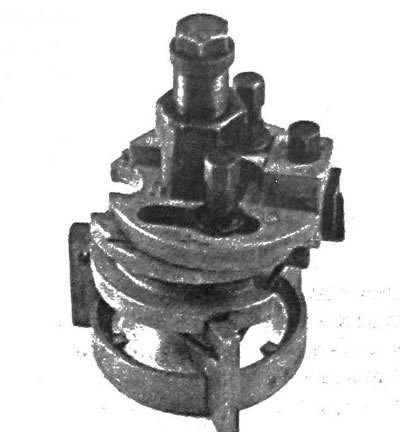
- Пристрій для зняття масляного фільтра
- Вирва (середнього розміру)
- Захисні окуляри
- Вертикальні опори під автомобіль, піднятий домкратом (2 шт.)
- Зливний піддон
Примітка: якщо процедури регулярного обслуговування передбачається проводити в розрізі поточного періодичного обслуговування, наведений вище список необхідно доповнити вимірювачем частоти спалахів стробоскопа/ періоду замикання контактів переривника, а також стробоскопом. Ці пристрої включені до списку спеціальних інструментів, але згадані тут через свою необхідність регулювання системи запалення на більшості автомобілів.

Манометр
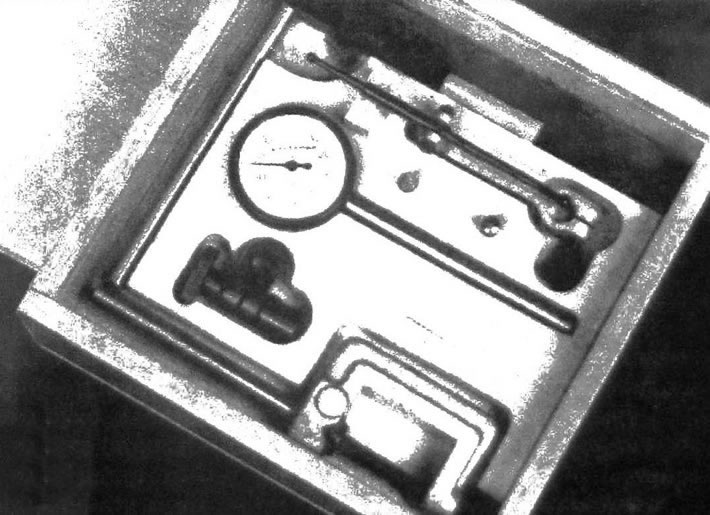
Вимірювач зі стрілочним індикатором
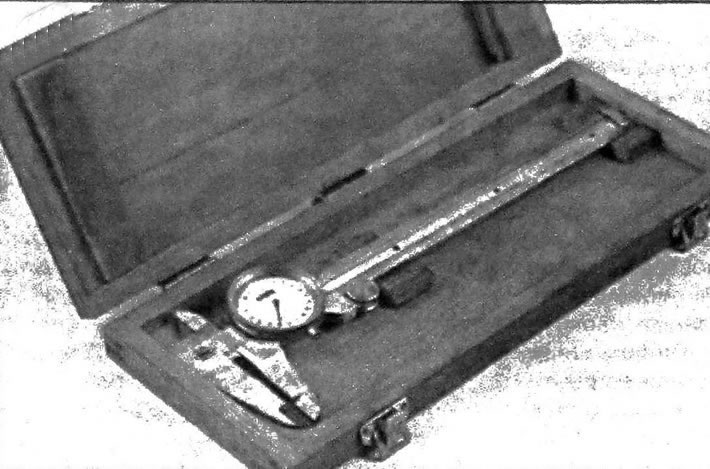
Штангельциркуль зі стрілочним індикатором
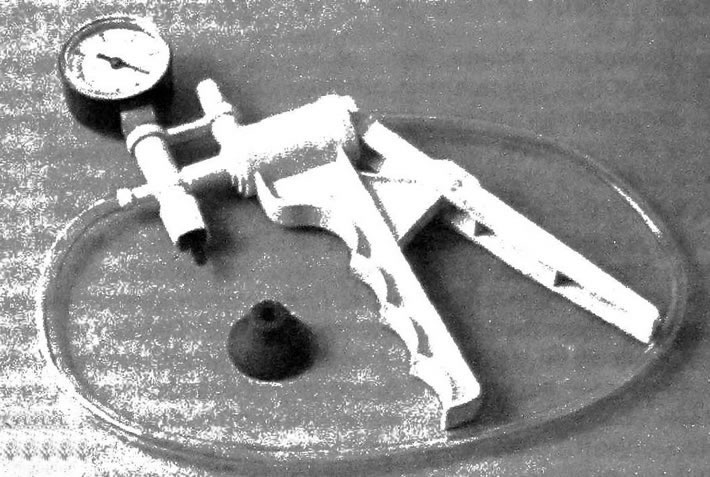
Портативний вакуумний насос

Стробоскоп
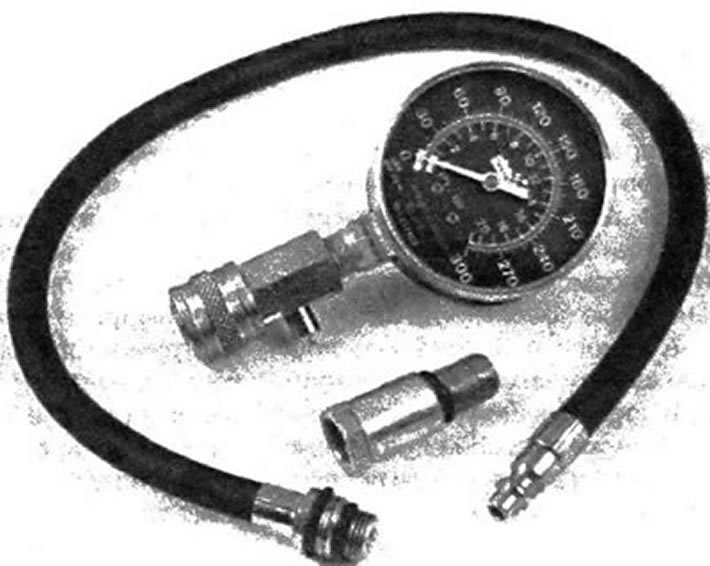
Компресометр з перехідником під отвір свічки
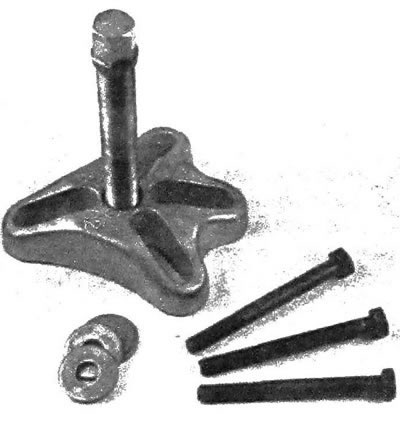
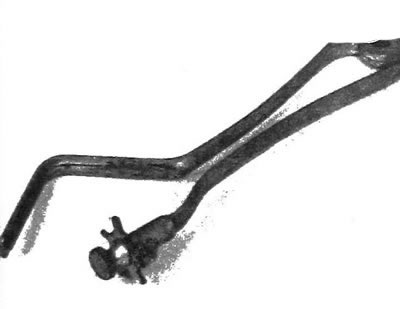
Знімач демпфера кермового механізму/кермового колеса
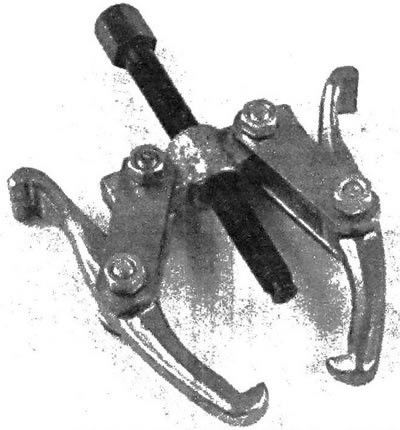
Універсальний знімач

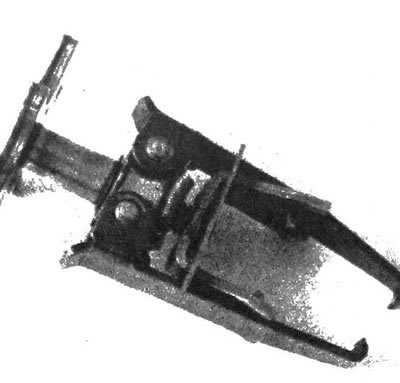
Знімач гідравлічних штовхачів клапанів
Набір інструментів для середнього та капітального ремонту
Ці інструменти необхідні при проведенні капітального ремонту, крім переліку інструментів для технічного обслуговування і дрібного ремонту. Цей список містить набір торцевих головок. Хоча він дорогий, але абсолютно необхідний більш-менш серйозних робіт. Рекомендується обов'язково придбати важіль із храповим механізмом та гніздом під головки 1/2". Однак, незважаючи на те, що важіль 3/8" має значні габарити та порівняно високу вартість, його можна використовувати з багатьма головками великого діаметру. Переважно, щоб механік мав два важелі з гніздами під торцеві головки - 1/2" та 3/8".
- Набір торцевих головок
- Вороток з реверсивним храповиком (для використання з торцевими головками)
- Подовжувач довжиною 250 мм (для використання з торцевими головками)
- Вороток з карданним шарніром (для використання з торцевими головками)
- Динамометричний ключ (для використання з торцевими головками)
- Ударний пристрій для роз'єднання кульових опор
- Молоток з м'яким бойком (пластмаса, алюміній або гума)
- Викрутки:
з плоским кінцем - довга та міцна, коротка (широка), вузька (для робіт з елементами електричної системи);
з хрестоподібним кінцем - довга та міцна, коротка (широка)
- Плоскогубці:
з довгими захватами; бокорізи (для робіт з елементами електричної системи), знімники для пружинних кілець - зовнішніх та внутрішніх
- Зубило - 25 мм (½ дюйма)
- Маркер для металевих деталей
- Скребок із розплющеної мідної трубки
- Кернер
- Пробійники
- Сталева лінійка
- Ключі Олена (шестигранники)
- Набір напильників
- Дротова щітка
- Підставки під автомобіль (2 шт.)
- Гідравлічний домкрат
Примітка: список можна розширити включенням до нього ще одного корисного інструменту - електродриля з комплектом свердлів і патроном, розрахованим на максимальний діаметр свердла 3/8 дюйма (М10).
Спеціальні інструменти та пристрої
Інструменти та пристрої, наведені в цьому списку, використовуються нерегулярно, коштують дорого або мають вузьке застосування. Придбання багатьох буде невиправданим, якщо складні механічні роботи виконуються рідко. Можливо, варто поєднатися з приятелями (або приєднатися до клубу автомобілістів), щоб придбати такі інструменти. Також можна взяти їх напрокат у спеціалістів.
У наступний список включені тільки інструменти та пристрої, які є у вільному продажу, а не ті, які виробник автомобіля виробляє спеціально для дилерів та фірмових сервісних станцій. Посилання такі інструменти можуть зрідка зустрічатися у тексті цього посібника.
У цій книзі зазвичай наводиться альтернативний метод виконання, без використання спеціальних інструментів. Але інколи альтернативи їм немає. Якщо справа так, і відповідні інструменти не можуть бути куплені або взяті напрокат, то виконання роботи доведеться доручити фахівцям фірмової станції.
- Знімач пружин клапанного механізму
- Пристрій для очищення канавок поршневих кілець
- Знімач поршневих кілець
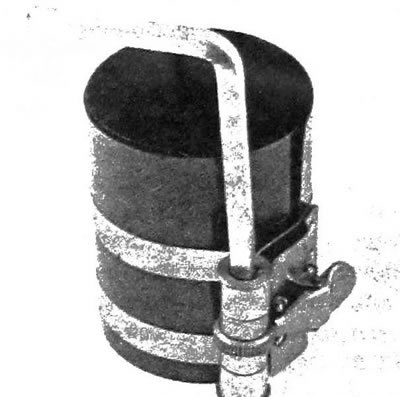
- Пристрій для встановлення поршневих кілець
- Компресометр
- Розгортка для циліндрів
- Хон для обробки поверхні циліндрів двигуна
- Нутромір циліндрів двигуна
- Мікрометр та/або штангенциркуль зі стрілковим індикатором
- Знімач гідравлічних штовхачів клапанного механізму
- Пристрій для від'єднання пальця шарніра
- Універсальний знімач
- Пневматичний гайковерт
- Вимірювач зі стрілочним індикатором
- Стробоскоп
- Портативний насос для створення вакууму/надлишку тиску повітря
- Вимірювач частоти спалахів стробоскопа/періоду замикання контактів переривника
- Тахометр
- Мультиметр
- Тельфер
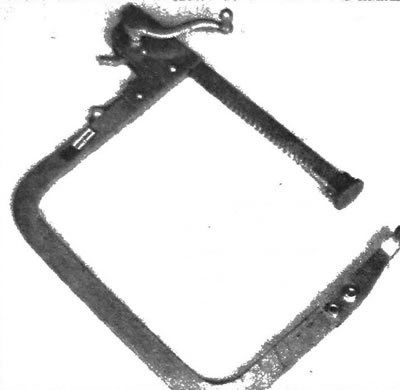
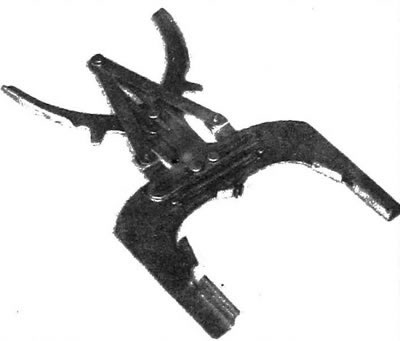
- Пристрій для зняття та встановлення пружин механізмів гальмівної системи
- Підлоговий гідравлічний домкрат, розрахований на високе навантаження
Пристрій для зняття пружин
Знімач пружин клапанів
Розгортка
Пристрій для очищення канавок поршневих кілець
Пристрій для зняття/установки поршневих кілець
Знімач поршневих кілець
Хон для обробки робочої поверхні циліндрів двигуна
Пристрій для стиснення пружин гальмівної системи

Хон для обробки поверхні гальмівного циліндра
Пристрій для центрування диска зчеплення
Набір плашок та мітчиків
Придбання інструментів
Для автолюбителя - механіка, що самостійно здійснює обслуговування та ремонт автомобіля, навіть має порівняно невеликий досвід роботи, існує кілька джерел придбання інструментів. Якщо передбачається здійснення лише техобслуговування та дрібного ремонту, то можна обмежитися придбанням відповідних даного рівня інструментів у роздрібній торговельній мережі. Якщо ж заплановано проведення серйозних ремонтних робіт, слід придбати простий набір інструментів в одному з фірмових магазинів. Як правило, такий набір можна придбати за оптовою ціною, більше того, часто в комплекті з набором поставляються спеціальні ящики. Оскільки в майбутньому можуть знадобитися додаткові інструменти, бажано придбати ящик, таким чином передбачаючи можливе розширення набору. Поступове придбання інструментів дозволяє механіку уникнути великих одноразових витрат, а також набувати лише тих інструментів, в яких випробовується необхідність.
Супермаркети та фірмові магазини запчастин часто пропонують чудові інструменти та пристрої високої якості за низькими цінами.
Пам'ятайте, що зовсім необов'язково купувати найдорожчі інструменти, але уникайте купувати і найдешевші. Остерігайтесь "вигідних" покупок інструментів, що пропонуються на автомобільних стоянках, або продаються на авторинках із багажників автомобілів. У продажу є багато високоякісних інструментів за розумними цінами, але завжди слід намагатися купувати вироби, які відповідають вимогам безпеки. За потреби слід отримати консультацію власника або керуючого магазину, (www.monolith.in.ua)
Зберігання та підтримання належного технічного стану інструментів
Купивши необхідний набір інструментів, містить його в чистоті і справному стані. Перед складанням інструментів після роботи завжди очищайте їх чистою та сухою тканиною від бруду, олії та металевих частинок. Ніколи не залишайте їх розкиданими після роботи.
Після закінчення роботи в моторному відсіку переконайтеся, що всі інструменти та пристрої вилучені з капота. Це виключить їхню втрату їх під час тестування двигуна у пробігу. Для інструментів, таких як викрутки та плоскогубці, дуже зручна звичайна полиця на стіні. Гайкові ключі та головки торцевих ключів зберігайте у металевій коробці. Будь-які вимірювальні прилади, індикатори тощо повинні зберігатися в місцях, де вони будуть захищені від пошкоджень та корозії.
При використанні інструментів приділяйте деякий час догляду за ними. Рано чи пізно на бойці молотка виникають сколи, а леза викруток туплять. Під час своєчасної обробки наждачним папером або напилком швидко відновиться вихідний технічний стан таких інструментів.
Відновлення пошкодженого та зношеного різьблення
Іноді відбувається руйнування різьблення гайки чи отвори під болт.
Як правило, це відбувається через перевищення допустимого зусилля затягування.
Зношування і пошкодження різьблення - явище, що досить часто зустрічається, особливо якщо йдеться про різьблення деталей, виготовлених з алюмінієвих сплавів, так як такий матеріал досить м'який, і швидко зношується при терті.
Зазвичай спостерігається допустиме зношування різьблення. Після прогонки мітчиком або плашком вона все ще здатна виконувати своє призначення. Якось знос кожного різьблення досягне межі. Існує три способи відновлення зношеного різьблення:
1) Розсвердлити отвір, нарізати в ньому різьблення більшого ремонтного розміру та встановити болт, гвинт або шпильку більшого діаметру.
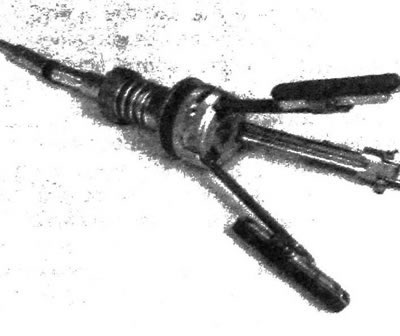
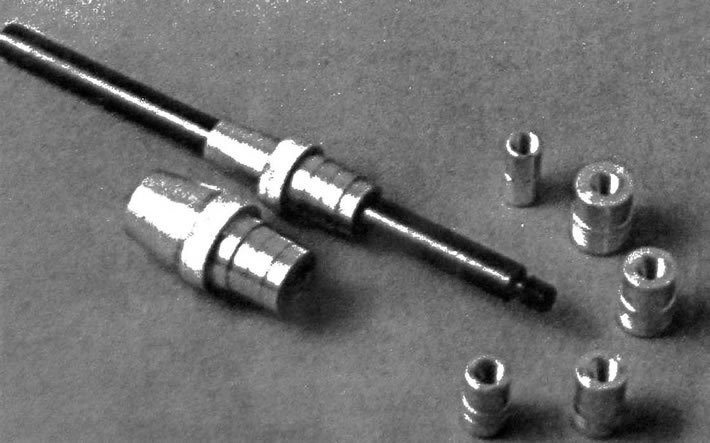
2) Розсвердлити отвір та нарізати в ньому різьблення під ремонтну втулку, просвердлити отвір у втулці та нарізати в ньому різьблення під болт вихідного розміру. Також можна придбати втулку з наявним різьбовим отвором необхідного вихідного розміру. В цьому випадку залишається тільки розсвердлити отвір і нарізати в ньому різьблення під втулку, потім встановити втулку за допомогою болта та контргайки. Після встановлення втулки контргайка та болт знімаються.
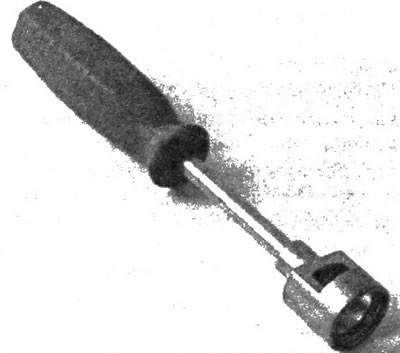
3) Третій спосіб відновлення передбачає використання патентованого ремкомплекту для різьблення «Heli-Coil» або «Slimsert» . За допомогою цих зручних у використанні ремкомплектів можна відновити пошкоджене різьблення наскрізних та глухих отворів. Також з їх допомогою можна нарізати різьблення різних діаметрів. Просвердліть отвір і наріжте різьблення спеціальним мітчиком з комплекту. Установка ремкомплекту забезпечить наявність різьбового отвору необхідного діаметра та із заданим кроком різьблення.
Незалежно від методу, що використовується, здійснюйте роботу акуратно і послідовно. Недбалість, виявлена при виконанні цих порівняно простих процедур, може обернутися марною тратою часу та коштів, а також можливою матеріальною шкодою при руйнуванні дорогої деталі.
Робоче місце
Згадуючи про інструменти, не слід забувати і про робоче місце. Якщо виконувані роботи виходять межі нормального обслуговування, очевидна необхідність мати потрібне робоче місце.
Багато автолюбителів через обставини змушені вилучати з автомобіля двигун або подібні до нього агрегати в умовах, не таких сприятливих, як наявні в ремонтній майстерні. Такі роботи завжди слід виконувати у приміщенні чи під навісом.
Будь-яке розбирання повинно проводитися на чистому та плоскому верстаті або столі відповідної висоти. Будь-який верстат повинен бути обладнаний лещатами з розкриттям губок не менше ніж на 100 мм, які підходять для виконання більшості робіт.
Як згадувалося вище, необхідно виділити сухе та чисте місце для зберігання інструментів, а також для всіляких мастил, рідин, фарби для підфарбовування і т. д. Слід обзавестися також ємністю для зливу відпрацьованого моторного масла та експлуатаційних рідин. З цією метою ідеально підходять старі пластикові каністри з-під тосолу чи антифризу. Для перетворення такої каністри на зливний піддон слід просто зрізати одну з великих граней.
Для захисту поверхні підлоги від попадання олії та рідин, які можуть витекти з автомобіля, підкладайте під машину великий лист картону. Під рукою слід тримати старе покривало або спеціальну вінілову накидку для захисту лакофарбового покриття та стекол автомобіля.
І нарешті, останнє, але не менш важливе: завжди тримайте на робочому місці кілька старих газет і чистих тканинних серветок, що не залишають ниток і ворсу на поверхні, що витирається, і містить робоче місце в чистоті.