
Примітка. Виготовлювач рекомендує перевіряти наявність деформацій в отворах під болти на блоці, а також концентричність та співвісність отворів під корінні підшипники. Оскільки для цього потрібні спеціальні вимірювальні прилади, перевірка повинна проводитись у авторемонтній майстерні.
1. Перед перевіркою блок повинен бути очищений, як описано в розділ 15.
2. Візуально перевірте, чи немає на блоці тріщин та слідів корозії. Перевірте стан різьблення в отворах під болти. Крім того, рекомендується перевірити наявність прихованих тріщин у авторемонтній майстерні, де є спеціальне обладнання для цих цілей. При виявленні дефектів блок повинен ремонтуватись (якщо це можливо) або замінюватися.
3. Перевірте, чи немає подряпин та слідів стирання на стінках циліндрів.
4. Виміряйте діаметр кожного циліндра у верхній його частині (відразу під виступом), у центрі та внизу, паралельно осі колінчастого валу (див. ілюстрації).
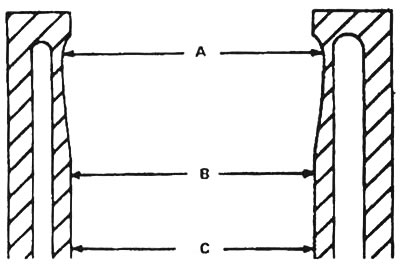
16.4а. Виміряйте діаметр кожного циліндра під виступом, від виробітку (А), в центрі (В) і внизу (С) | 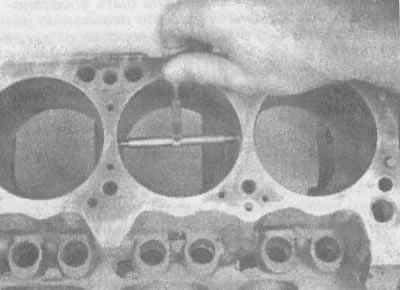
16.4б. Здатність "відчувати", коли нутромір втоми вливається в потрібному положенні, приходить з часом, так що працюйте повільно і повторюйте перевірку до тих пір, поки ви не будете впевнені в правильності результатів вимірювання |
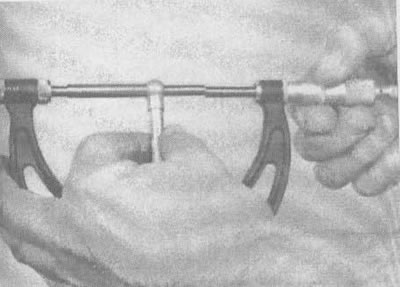
16.4в. Потім діаметр нутроміра вимірюється мікрометром для визначення значення діаметра
Примітка. Ці вимірювання не слід проводити, встановивши блок окремо на стенді для двигуна - циліндри деформуватимуться і вимірювання будуть неточними.
5. Далі виміряйте діаметри кожного циліндра в тих же місцях, але вже поперек осі колінчастого валу. Порівняйте результати з "Технічними даними".
6. Якщо у вас немає необхідних точних вимірювальних приладів, зазори між поршнями та стінками циліндрів можуть бути визначені (хоч і не дуже точно) за допомогою набору щупів. Стандартний набір, який зазвичай продається в магазинах запасних частин, складається із щупів різної товщини завдовжки 12 дюймів.
7. Для перевірки зазору оберіть щуп і вставте його в циліндр із відповідним поршнем. Поршень має бути встановлений у своєму нормальному робочому положенні. Щуп повинен перебувати між поршнем і циліндром на одній із завзятих поверхонь (під кутом 90°до отвору під палець поршня).
8. Поршень повинен прослизати всередині циліндра (при вставленому щупі) з помірним опором.
9. Якщо він падає вниз або ковзає без опору, то зазор занадто великий і поршень необхідно замінити. Якщо поршень заїдає в нижній частині циліндра і вільно проходить вгорі, має місце конусність циліндра. Якщо спостерігаються області заїдання при обертанні поршня зі щупом у циліндрі, має місце овальність циліндра.
10. Повторіть цю процедуру для інших поршнів та циліндрів.
11. Якщо на стінках циліндрів є помітні подряпини та сліди стирання або якщо їх овальність чи конусність перевищує допустимі значення з "Технічних даних", віддайте блок циліндрів в авторемонтну майстерню для розточування та хонінгування циліндрів. Після розточування необхідно встановлювати поршні та кільця більшого діаметру.
12. Якщо циліндри знаходяться в досить хорошому стані і не зношені понад допустимі межі і якщо може бути встановлений необхідний зазор між поршнями і циліндрами, розточування циліндрів не потрібно. Все, що потрібно в цьому випадку – це хонінгування (див. розділ 17).