
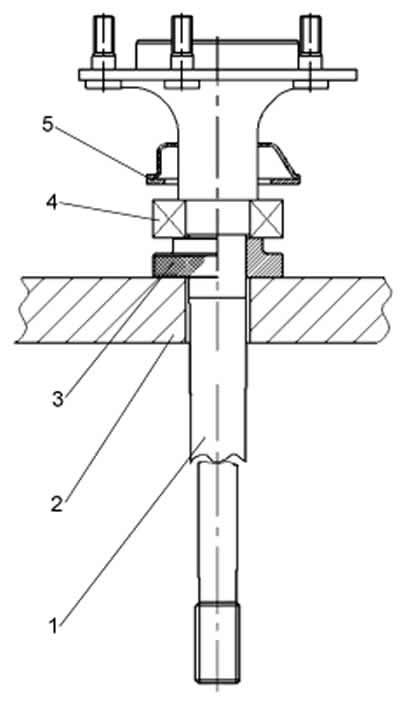
Мал. 3-56. Запресування підшипника та запірного кільця підшипника півосі:
1 - піввісь;
2 – стіл преса;
3 - кільце з комплекту пристрою 67.7853.9571;
4 – підшипник;
5 - пластина кріплення підшипника та масловідбивач у зборі.
Вставте нове запірне кільце в спеціальну обойму, поставте в піч і підігрійте кільце приблизно до 300°С, щоб у момент запресування на піввісь його температура була 220-240°С.
Запірне кільце на піввісь напресовуйте на пресі зусиллям не вище 58,8 кН (6000 кгс) так, щоб внутрішнє кільце підшипника виявилося затиснутим між запірним кільцем та буртиком півосі.
Виконавши напресування, переконайтеся, що кільце не зміщується під осьовим навантаженням 19,6 кН (2000 кгс). Для цієї мети піввісь у зборі встановіть на спеціальний пристрій (мал. 3-57), а запірне кільце затисніть у спеціальних лещатах.
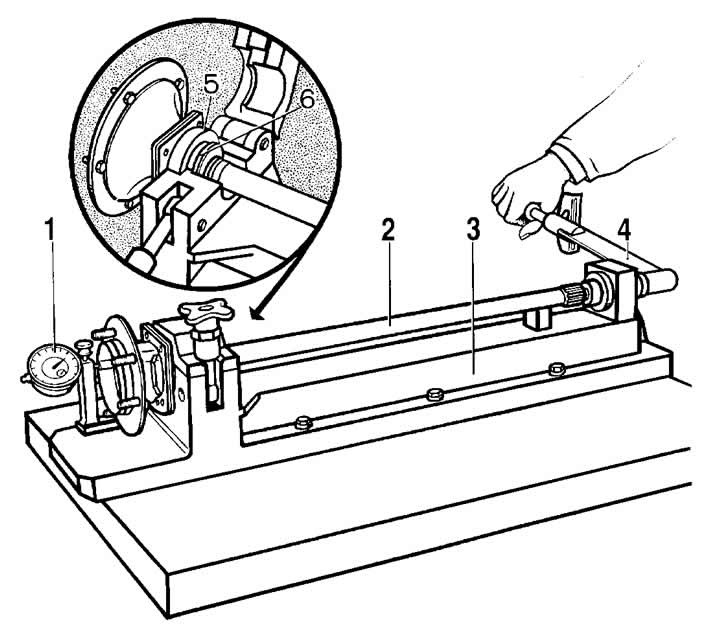
Мал. 3-57. Перевіряє зусилля випресування запірного кільця підшипника півосі:
1 – індикатор;
2 - піввісь;
3 – пристосування;
4 – динамометричний ключ;
5 – підшипник;
6 - запірне кільце підшипника.
Приставте ніжку індикатора 1 з ціною розподілу 0,01 мм до фланця півосі. Після встановлення стрілки індикатора на «0» прикладіть вказане осьове навантаження, створюючи динамометричним ключем момент затягування 78,5-83,3 Нм (8-8,5 кгс·м) на гвинті пристосування. Гвинт через кульку упирається в торець півосі. При цьому не повинно з'являтися навіть мінімальний зазор між запірним кільцем і внутрішнім кільцем підшипника.
Після зняття навантаження та при відвертанні гвинта пристосування стрілка індикатора повинна повернутися в нульове положення; це доводить, що не відбулося жодного зсуву між запірним кільцем та піввіссю. Якщо стрілка індикатора не повертається в нульове положення, то запірне кільце змістилося і піввісь у зборі необхідно замінити новою.
Після перевірки напресування запірного кільця встановіть болти кріплення пластини та масловідбивача 6 (див. рис. 3-56) і зафіксуйте їх, відігнувши всередину тримачі болтів.