
Розбірка
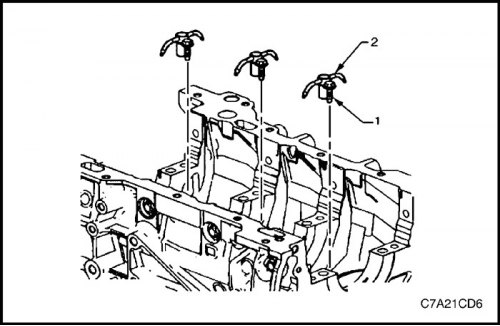
1.Зняти гвинт (1) кріплення масляного сопла (2) (три місця).
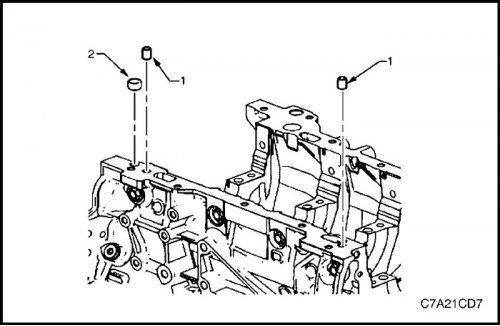
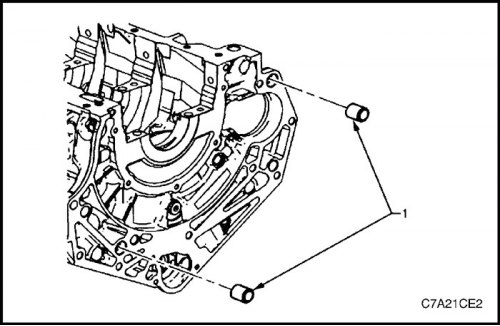
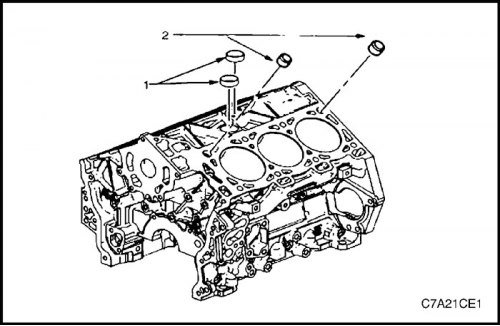
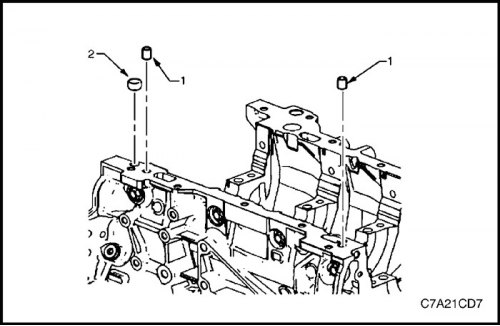
2.Зняти штифти (1) для встановлення масляного піддону на блок циліндрів і передню заглушку (2) масляного каналу блоку циліндрів ряду 1, що розширюється.
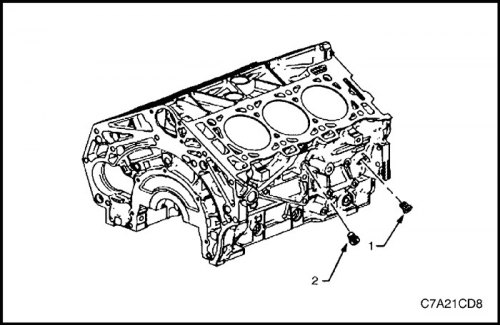
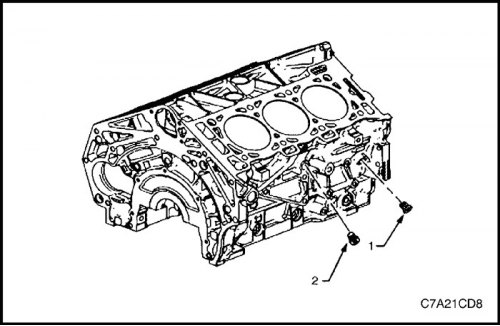
3.Зняти бічну різьбову заглушку (1) масляного каналу блоку циліндрів ряду 1 і різьбову заглушку (2) зливного отвору для охолоджуючої рідини.
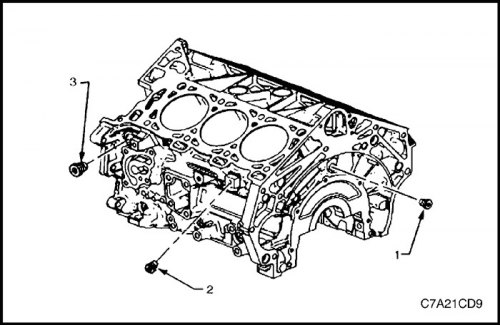
4.Зняти задню різьбову заглушку (1) масляного каналу, бічну різьбову заглушку (2) зливного отвору для охолоджуючої рідини ряду циліндрів 2 і бічну різьбову заглушку (3) масляного каналу, що знаходиться з лівого боку .
Увага! При знятті заглушок охолоджуючої рідини, що розширюються, не допускається прикладати зусилля, спрямовані вниз, щоб не пошкодити блок циліндрів.
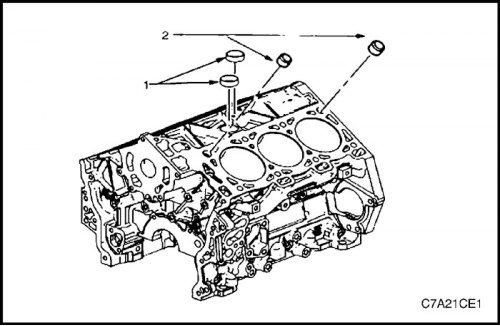
5.Зняти розширювальні заглушки охолоджуючої рідини (1) і штифти (2) для встановлення головки циліндрів на блок циліндрів.
6.Зняти штифти (1) для встановлення коробки на блок циліндрів.
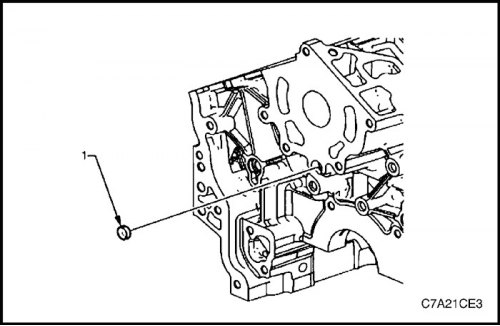
7.Зняти передню заглушку (1) масляного каналу, що розширюється.
Очистити
1.Видалити повністю герметик для різьбових з'єднань, матеріал і герметик прокладки, користуючись звичайним дерев'яним або пластмасовим скребком.
2.Очистити всі наведені нижче ділянки за допомогою відповідного розчинника:
- Ущільнювальні поверхні
- канали охолоджуючої рідини,
- масляні канали,
- підшипникові опори.
3.Очистити відповідним розчинником всі різьбові та наскрізні отвори.
4.Просушити блок циліндрів стисненим повітрям.
Огляд
Вимірювання діаметрів циліндрів
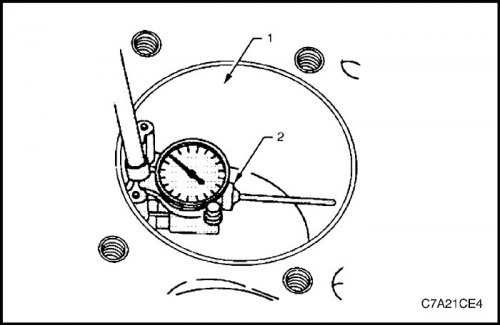
1.Виміряти діаметр циліндра на відстані 37 мм від верхньої площини блоку (1), використовуючи звичайний нутромір або інструмент J-8087 (2).
2.Записати результати та порівняти з розмірами, зазначеними в технічних характеристиках.
Примітка: Якщо діаметр циліндра більший за вказаний у технічних характеристиках, то можлива розточка циліндра на 0,25 мм. Для технічного обслуговування передбачено лише один ремонтний розмір поршнів та кілець. Якщо діаметр циліндра перевищує необхідне значення більш ніж 0,25 мм, то блок циліндрів необхідно замінити.
Вимір конусності циліндрів
1.Виконати вимір на поверхнях, що сприймають бічне зусилля, перпендикулярно осі колінчастого валу, на 10 мм нижче верхньої поверхні блоку циліндрів, і записати результат.
2.Виконати вимір на поверхнях, що сприймають бічне зусилля, перпендикулярно осі колінчастого валу, на 100 мм нижче верхньої поверхні блоку циліндрів, і записати результат.
3.Визначити різницю між цими двома вимірами. Цей результат буде конусністю циліндра.
4.Порівняти результати з розмірами, зазначеними у технічних характеристиках.
5.Якщо діаметр циліндра більше зазначеного в технічних характеристиках, то можлива розточка циліндра на 0,25 мм. Для технічного обслуговування передбачено лише один ремонтний розмір поршнів та кілець. Якщо діаметр циліндра перевищує необхідне значення більш ніж 0,25 мм, то блок циліндрів необхідно замінити.
Вимір некруглості циліндрів
1.Виміряти діаметр циліндра на поверхнях, що сприймають і не сприймають бічне навантаження, на 10 мм нижче верхньої поверхні блоку циліндрів. Записати результати вимірів.
2.Визначити різницю між цими двома вимірами. Результат вказуватиме некруглість верхнього кінця циліндра.
3.Виміряти діаметр циліндра на поверхнях, що сприймають і не сприймають бічне навантаження, на 100 мм нижче верхньої поверхні блоку циліндрів. Записати результати вимірів.
4.Визначити різницю між цими двома вимірами. Результат вказуватиме некруглість нижнього кінця циліндра.
5.Порівняти отримані результати з розмірами, зазначеними в технічних характеристиках.
6.Якщо діаметр циліндра більше зазначеного в технічних характеристиках, то можлива розточка циліндра на 0,25 мм. Для технічного обслуговування передбачено лише один ремонтний розмір поршнів та кілець. Якщо діаметр циліндра перевищує необхідне значення більш ніж 0,25 мм, то блок циліндрів необхідно замінити.
Перевірка площинності верхньої поверхні блоку циліндрів
1.Верхні поверхні блоку циліндрів повинні бути чистими та очищеними від матеріалу прокладки.
2.Оглянути поверхню, перевіряючи, чи немає дефектів чи подряпин, які можуть перешкодити ущільненню прокладки під час встановлення головки циліндрів.
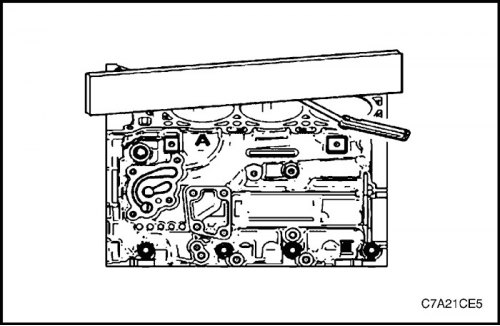
3.Покласти лінійку по діагоналі поперек верхньої лицьової поверхні блоку циліндрів.
4.Виміряти зазор між лінійкою та лицьовою стороною блоку циліндрів у 4 точках вздовж лінійки за допомогою калібру для вимірювання зазорів.
5.Якщо жолоблення менше 0,05 мм, то механічна обробка верхньої поверхні блоку циліндрів не потрібна.
6.Якщо короблення знаходиться в діапазоні 0,05±0,20 мм або є які-небудь дефекти або подряпини, які можуть завадити ущільненню прокладки при встановленні головки циліндрів, то верхню поверхню блоку циліндрів необхідно прошліфувати.
7.Якщо необхідне шліфування, то максимальна допустима товщина шару, що знімається, дорівнює 0,25 мм.
8.Якщо з верхньої поверхні блоку циліндрів необхідно видалити матеріал товщиною більше 0,25 мм, блок слід замінити.
Складання
1.Нанести герметик RTV на нові заглушки (1) охолоджуючої рідини, що розширюються, і встановити їх на місце.
2.Встановити штифти (2) для встановлення головки циліндрів на блок циліндрів.
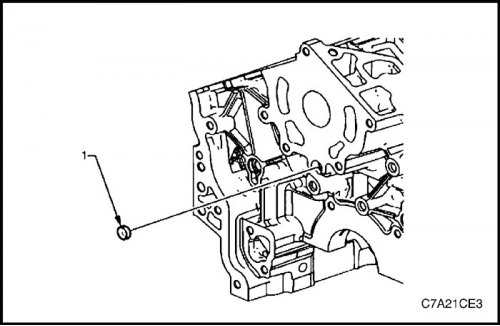
3.Встановити нову передню заглушку (1) масляного каналу, що розширюється.
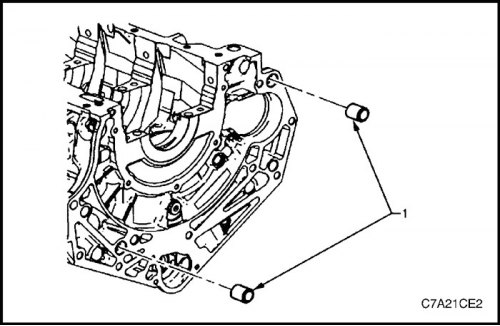
4.Встановити штифти (1) для встановлення коробки на блок циліндрів.
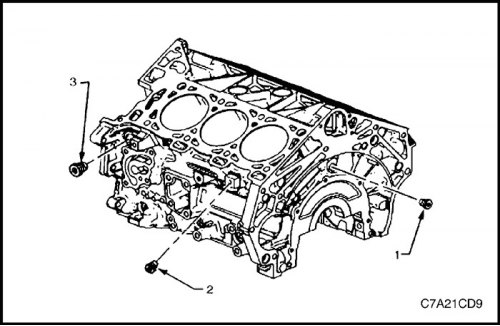
5.Встановити задню різьбову заглушку (1) масляного каналу, бічну різьбову заглушку (2) зливного отвору для охолоджуючої рідини ряду циліндрів 2 і бічну різьбову заглушку (3), що знаходиться з лівого боку (3) .
Затягнути
Затягнути задню різьбову заглушку масляного каналу блоку циліндрів моментом 31 Н·м (33 lb-ft).
Затягнути бічну різьбову заглушку каналу охолоджувальної рідини блоку циліндрів ряду 2 моментом 31 Н·м (23 lb-ft).
Затягнути бічну різьбову заглушку масляного каналу блоку циліндрів ряду 2 моментом 31 Н·м (23 lb-ft).
6.Встановити різьбову заглушку (1) масляного каналу та різьбову заглушку (2) каналу охолоджуючої рідини на правій стороні.
Затягнути
Затягнути бічну різьбову заглушку масляного каналу блоку циліндрів ряду 1 моментом 31 Н·м (23 lb-ft).
Затягнути бічну різьбову заглушку каналу охолоджувальної рідини блоку циліндрів ряду 1 моментом 31 Н·м (23 lb-ft).
7.Встановити нову заглушку (1) масляного каналу, що розширюється, на передній опорній поверхні масляного піддону, на стороні ряду циліндрів 1, і штифти (2) для установки масляного піддону на блок циліндрів.
8.Встановити (три місця) масляне сопло (2).
9.Встановити (три місця) гвинт (1) кріплення масляного сопла.
Затягнути
Затягнути гвинт кріплення масляного сопла моментом 10 Нм (89 lb-in).