
Deformované miesta panelov sa narovnávajú spravidla ručne pomocou špeciálneho nástroja (kladivá, páky, rôzne tŕne) a príslušenstvo.
Na utláčanie sa používa vyhrievané vyrovnávanie (kontrakcie) vysoko natiahnuté povrchy panelov. Aby sa zabránilo zhoršeniu mechanických vlastností kovu, panely sa zahrievajú na 600-650°C (čerešňovo červené). Priemer vyhrievaného miesta by nemal byť väčší ako 10-15 mm.
Vyrovnajte panely s kovovým zmrštením takto:
- uhlíkovou elektródou zváracieho poloautomatu alebo plynovým horákom zahrejte kovové body od okraja do stredu poškodeného miesta a údermi drevenej paličky alebo kladiva rozrušte vyhrievané miesta na zadnej strane rozrušená oblasť pomocou podpery alebo nákovy;
- zopakujte operácie zahrievania a ukladania kovu, kým sa nedosiahne požadovaný povrch panelu.
Nerovnosti v paneloch je možné vyrovnať polyesterovými plnivami, termoplastmi, epoxidovými tmelmi vytvrdzujúcimi za studena a spájkovaním.
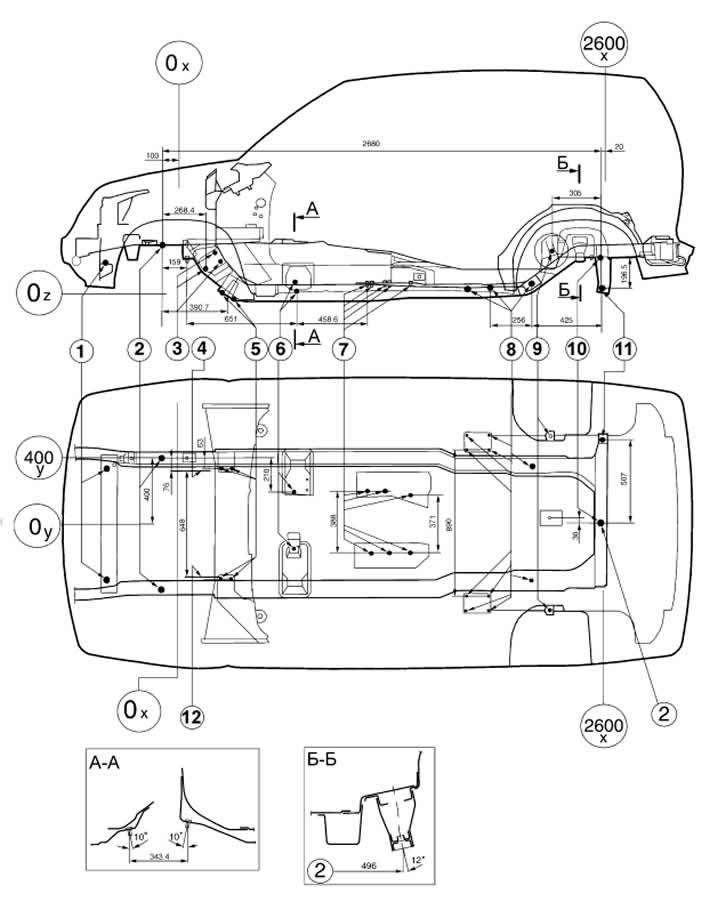
Ryža. 8-5. Hlavné referenčné rozmery upevňovacích bodov komponentov a zostáv vozidla:
1 - otvory na inštaláciu radiátora;
2 - otvory základne s priemerom 20 mm;
3 - upevnenie mechanizmu riadenia;
4 - rovina spojenia konzoly ramena kyvadla;
5 - držiaky stabilizátora;
6 - upevnenie zadnej podpery pohonnej jednotky;
7 - upevnenie prenosovej skrine;
8 - upevnenie zadných závesných ramien;
9 - držiaky zadného tlmiča;
10 - základný otvor;
11 - upevnenie priečnej tyče;
12 - rovina spojenia mechanizmu riadenia.
Polyesterový typ tmelu «Chempropol-P» alebo PE-0085 vytvárajú spoľahlivé spojenie s panelmi očistenými na kov. Teplota v pracovnej miestnosti by nemala byť nižšia ako 18°C. Pripravený polyesterový tmel musí byť použitý maximálne 10 minút. Nakoniec vytvrdne 60 minút po aplikácii. Hrúbka vrstvy tmelu na ošetrenom povrchu panelu by nemala presiahnuť 2 mm.
Termoplast je dostupný vo forme prášku. Elastické vlastnosti potrebné pre aplikáciu na kovový povrch panelu získava pri teplote 150-160°C. Povrch, ktorý sa má vyplniť, musí byť dôkladne očistený od hrdze, vodného kameňa, starých náterov a iných nečistôt. Termoplastická priľnavosť je lepšia na drsné kovové povrchy. Na nanášanie termoplastu sa vyrovnávaná plocha zahreje na 170-180°C a nanesie sa prvá vrstva prášku, ktorý sa navalcuje kovovým valčekom. Potom sa aplikuje druhá vrstva a tak ďalej, kým sa drsnosť nevyplní. Každá vrstva sa valcuje, aby sa získala monolitická vrstva plastickej hmoty. Po vytvrdnutí sa termoplast spracuje vyrovnávacou pílou.
Spájky ako POSSu 18-2 alebo POSSu 25-2 sa používajú na vyrovnanie oblastí, ktoré boli predtým vyplnené spájkou, na vytvorenie okrajov dielov a odstránenie medzier.
Pri výraznom poškodení častí karosérie sa vymieňajú za nové pomocou zvárania elektrickým oblúkom v prostredí ochranného plynu.