
Po demontáži diely dôkladne umyte petrolejom, vyfúkajte a vysušte stlačeným vzduchom (najmä olejové kanály dielov).
1. Skontrolujte blok, najmä ložiská kľukového hriadeľa. Trhliny na akýchkoľvek miestach bloku nie sú povolené.
Užitočný tip: Ak existuje podozrenie na praskliny v bloku (chladiaca kvapalina vstupujúca do kľukovej skrine alebo olej vstupujúci do chladiacej kvapaliny), skontrolujte tesnosť bloku na špeciálnom stojane. Vykonajte kontrolu v opravovniach s príslušným vybavením.
2. Skontrolujte valce na oboch stranách. Škrabance, škrabance a praskliny nie sú povolené.
Užitočná rada: Pri kontrole fliaš odporúčame osvetliť zrkadlá fliaš prenosnou lampou - vady tak vidno oveľa lepšie.
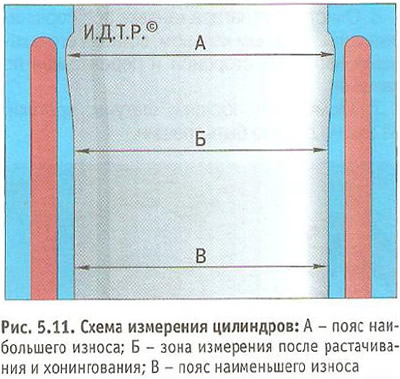
3. Určte skutočné priemery valcov pomocou posuvného meradla. Zmerajte priemer valca v troch zónach (ryža. 5.11). V každom páse sa meria priemer v dvoch vzájomne kolmých smeroch (pozdĺžne a priečne). V oblasti nad pásom A (vo vzdialenosti 5 mm od roviny konektora s hlavou bloku) Valce sa prakticky neopotrebúvajú. Podľa rozdielu vo veľkosti v tejto zóne a v ostatných pásoch je možné posúdiť opotrebovanie valcov. Menovitá veľkosť valcov pre motor F16D je (79±0,25) mm, pre motor F18D - (81,6±0,25) mm. Oválnosť a kužeľ pre motor F16D by nemali presiahnuť 0,0065 mm, pre motor F18D - 0,013 mm. Ak je maximálna hodnota opotrebenia väčšia ako 0,15 mm alebo ovalita presahuje špecifikovanú hodnotu, vyvŕtajte valce na najbližší nadmerný rozmer piesta (zvýšená o 0,25 alebo 0,50 mm), pričom pre priemer honovania sa ponecháva tolerancia 0,03 mm. Potom honovanie valcov, udržiavanie takého priemeru, aby pri inštalácii zvoleného opravného piestu bola odhadovaná medzera medzi ním a valcom 0,03 mm. Odstraňovanie porúch, vŕtanie a honovanie bloku by sa malo vykonávať v dielňach so špeciálnym vybavením.

4. Skontrolujte odchýlku od rovinnosti povrchu objímky bloku s hlavou bloku valcov. Pripevnite strmeň (alebo pravítko) do lietadla:
- v strede bloku;
- v priečnom a pozdĺžnom smere;
- pozdĺž uhlopriečok roviny. V každej polohe použite špáromer na určenie medzery medzi strmeňom a rovinou. Toto bude odchýlka rovinnosti. Ak je odchýlka väčšia ako 0,1 mm, vymeňte blok.
5. Odstráňte karbónové usadeniny z koruny piesta pomocou škrabky (možno vyrobiť zo starého súboru).
6. Odstráňte karbónové usadeniny z drážok piestneho krúžku pomocou starého krúžku jeho vložením do drážky vonkajšou stranou a rolovaním pozdĺž drážky.
7. Skontrolujte piesty, ojnice, kryty: nemali by mať praskliny.

8. Skontrolujte vložky: ak na pracovnom povrchu zistíte riziká, škrabance a delamináciu antifrikčnej vrstvy, vymeňte vložky za nové. Všetky ojničné ložiská sú identické a zameniteľné.

9. Odmerajte priemer piestov v rovine kolmej na os piestneho čapu vo vzdialenosti 19 mm od okraja obruby. Nominálny priemer piestu pre motor F16D je - (78,97±0,15) mm, pre motor F18D - (81,59±0,15) mm, priemery opravných piestov zväčšené o 0,25 a 0,50 mm. Na základe výsledkov merania určte vôľu medzi piestom a valcom, v prípade potreby namontujte nové piesty na valce. Odhadovaná vôľa medzi piestom a valcom (na nové diely) je 0,03 mm. Je určená meracími valcami a piestami a je zabezpečená inštaláciou piestov nominálnych alebo opravných veľkostí. Maximálna povolená vzdialenosť (keď sú diely opotrebované) 0,15 mm. Ak má motor používaný v prevádzke vôľu presahujúcu 0,15 mm, je potrebné zvoliť piesty nominálnej veľkosti k valcom alebo namontovať piesty nadmernej veľkosti s vŕtaním a honovaním valcov: vôľa by mala byť čo najbližšie k vypočítanej.

10. Skontrolujte výškovú medzeru medzi drážkami v pieste a krúžkami pomocou plochého spáromeru vložením krúžku do príslušnej drážky. Nominálny (odhadnutý) vôľa pre oba kompresné krúžky je 0,020 mm. Ak je prsteň veľký na výšku a medzera je malá, upravte výšku prsteňa na požadovanú hodnotu brúsením na brúsnom papieri položenom na sklenenej doske.

11. Skontrolujte medzeru v zámku krúžkov pomocou plochej sondy tak, že nainštalujete krúžok do valca do hĺbky asi 30 mm.
Užitočná rada: Aby ste krúžok namontovali bez skreslenia, zatlačte krúžok s piestom hlboko do valca.
12. Medzera by mala byť 0,3 mm pre oba kompresné krúžky a 0,4-1,4 mm pre krúžok na stieranie oleja. Ak vôľa nie je dostatočná, odrežte dosadacie plochy krúžku. Ak vôľa prekročí povolenú hodnotu, vymeňte krúžok.
13. Všetky piesty menovitých a opravných veľkostí sú vyrobené s vysokým stupňom presnosti a nevyžadujú predbežné triedenie a výber podľa hmotnosti. V prípade potreby môžu byť použité piesty inštalované do jednotlivých valcov, ak sú v dobrom stave. Rovnováha motora v tomto prípade nebude narušená.
14. Skontrolujte vôle medzi voľnými listami ojničných ložísk a príslušnými hrdlami kľukového hriadeľa.

Poznámka: Princípom merania medzery je sploštiť špeciálny plastový merací drôt a zmerať šírku výslednej tlače.

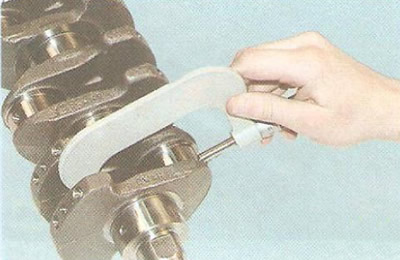
Na meranie medzery medzi hrdlom hriadeľa a vložkami sa používa kus kalibračného drôtu, ktorého dĺžka je o 2 mm kratšia ako šírka vložky.
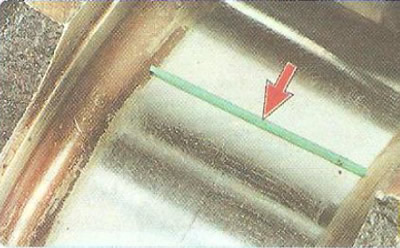
Meradlo je umiestnené v axiálnom smere na hrdle hriadeľa...

... a prikryte vekom s nainštalovanou vložkou. Aby sa zabránilo pohybu meradla pri inštalácii krytu, môže to byť «lepidlo» na čap hriadeľa tenkou vrstvou maziva.
Matice krytu sú utiahnuté predpísaným krútiacim momentom. Potom odskrutkujte matice a opatrne odstráňte kryt s vložkou.
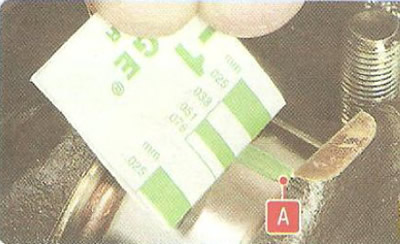
Pomocou špeciálnej meracej šablóny zmerajte šírku priehlbiny splošteného meradla. Na hrdle hriadeľa A môže zostať odtlačok...
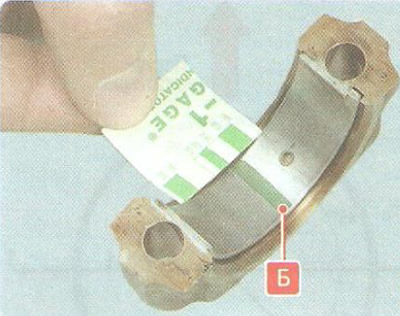
... alebo vložka B. Podľa špeciálnej prevodnej tabuľky vytlačenej na šablóne sa určí medzera v spoji.
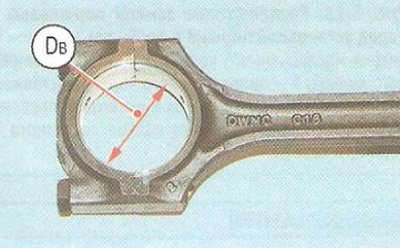
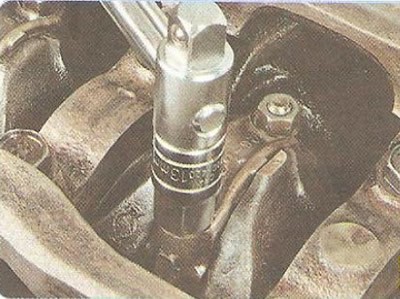
15. Ak nie je k dispozícii špeciálny kalibračný drôt, možno použiť mechanické meracie prístroje. Za týmto účelom zmerajte vnútorný priemer Db zostavy sedla ojnice s krytom pomocou vnútorného strmeňa.
Poznámka: Pred meraním utiahnite skrutky ojnice na špecifikovaný krútiaci moment.

16. Zmerajte hrúbku T ojničných ložísk pomocou mikrometra.
Užitočná rada: Ak nemáte špeciálny hrot na mikrometri, môžete použiť malú guľôčku na meranie konkávneho povrchu vložky. Po zmeraní vložky je potrebné od výslednej veľkosti odpočítať priemer gule.
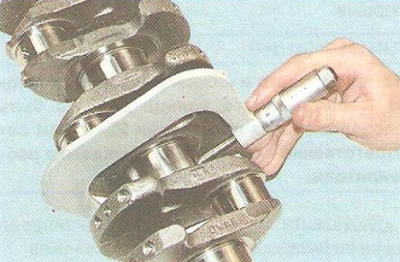
17. Zmerajte priemer Dh ojničných čapov pomocou mikrometra.
18. Vypočítajte medzeru z medzi ojničnými ložiskami a čapmi kľukového hriadeľa pomocou vzorca z = Dв - 2Т - Dн. Menovitá konštrukčná medzera je 0,019-0,070 mm. Ak je skutočná konštrukčná medzera menšia ako limit, môžete znovu použiť vložky, ktoré boli nainštalované. Ak je medzera väčšia ako limit, vymeňte vložky na týchto hrdloch za nové (nominálna hrúbka).
Ak sú čapy kľukového hriadeľa opotrebované a zbrúsené na opravný rozmer zmenšený o 0,25 mm, vymeňte vložky za opravné (zvýšená hrúbka).
Krčky sú brúsené, okrem prítomnosti všeobecného opotrebovania, ak majú zárezy a riziká, alebo ovalita je väčšia ako 0,004 mm a kužeľ je väčšia ako 0,005 mm.
Upozornenia: Pri prebrúsení ojničných čapov kľukového hriadeľa na opravný rozmer na prvé líce kľukového hriadeľa je potrebné nalepiť príslušnú pečiatku napr «W 0,25». Kľukové hriadele, ktorých zaoblenie krku je vrúbkované, sa nedajú prebrúsiť a musia sa vymeniť, keď sú čapy opotrebované.

19. Skontrolujte horné a spodné panvy hlavného ložiska. stredové vložky (tretí) hlavné ložisko sa líši od zvyšku väčšou šírkou. Okrem toho sú na ich bočných koncoch vyrobené široké objímky, ktoré zohrávajú úlohu nosných polkrúžkov axiálneho ložiska kľukového hriadeľa. Ak sú na pracovnom povrchu vložiek stopy, škrabance, delaminácia antifrikčnej vrstvy, vymeňte vložky za nové.
Upozornenie: Je zakázané vykonávať akékoľvek montážne operácie na vložkách.
20. Skontrolujte kľukový hriadeľ. Trhliny nie sú povolené. Na povrchoch lícujúcich s pracovnými okrajmi tesnení by nemali byť žiadne škrabance, ryhy alebo škrabance. Ak sa nájde, vymeňte hriadeľ.
21. Skontrolujte vôle medzi uvoľnenými listami radikálových ložísk a radikálovými hrdlami zalomeného hriadeľa technikou uvedenou pre shatunny uvoľnené listy.
22. Ak nie je k dispozícii špeciálny kalibračný drôt, možno použiť mechanické meracie prístroje. Za týmto účelom zmerajte vonkajší priemer Dn hlavných čapov pomocou mikrometra. Skutočná vôľa medzi hlavnými ložiskovými panvami a hlavnými čapmi kľukového hriadeľa je určená metódou opísanou pre ojničné ložiská. Menovitá konštrukčná vôľa je 0,005 mm. Ak je skutočná konštrukčná medzera menšia ako limit, môžete znovu použiť vložky, ktoré boli nainštalované. Ak je medzera väčšia ako limit, vymeňte vložky na týchto hrdloch za nové (nominálna hrúbka).
Ak sú čapy kľukového hriadeľa opotrebované a zbrúsené na opravný rozmer so zmenšením priemeru o 0,25 mm, vymeňte vložky za opravné (zvýšená hrúbka).
Krčky sú brúsené, okrem prítomnosti opotrebenia, ak majú zárezy a riziká, alebo ovalita je väčšia ako 0,004 mm a kužeľ je väčšia ako 0,005 mm, čím sa priemer zníži o 0,25 mm.
Upozornenia: Pri prebrusovaní hlavných čapov kľukového hriadeľa na opravný rozmer na prvé líce kľukového hriadeľa je potrebné nalepiť príslušnú pečiatku napr «K 0,25». Kľukové hriadele, ktorých zaoblenie krku je vrúbkované, sa nedajú prebrúsiť a musia sa vymeniť, keď sú čapy opotrebované.
23. Skontrolujte rovnobežnosť prítlačných krúžkov stredného hlavného čapu: ak nie sú rovnobežné, kľukový hriadeľ je ohnutý a musí sa vymeniť.
24. Umyte kanály kľukového hriadeľa, pre ktoré nalejte benzín do radiálnych kanálov, najskôr ich na jednej strane upchajte drevenými zátkami. Podržte aspoň 20 minút a prepláchnite kanály benzínom, vstreknite ho gumovou žiarovkou. Po prepláchnutí spojovacích kanálov odstráňte drevené zátky. V prípade potreby opakujte preplachovanie, kým nezačne vytekať čistý benzín.
25. Očistite povrchy piestnych čapov od usadenín laku po ich zmäknutí v rozpúšťadle. Preskúmajte prsty. Ak sa na nich zistia praskliny, nadmerné opotrebovanie v mieste kontaktu s nálitkami piestov a stopy po rotácii v hornej hlave ojnice, čapy vymeňte.
Poznámka: Piestne čapy a otvory v náliatkach piestov sú presne opracované. Preto sa piestne čapy vyrábajú s menovitým priemerom 17,990 - 17,995 mm, čo poskytuje medzeru 0,01 - 0,02 mm medzi nimi a otvormi v výstupkoch piestov.
Spárujte piestny čap a piestovú kontrolu vložením prsta, ktorý bol predtým namazaný motorovým olejom, do otvoru v hrdle piestu. Pri teplote okolia 20°C by mal prst pri stlačení palca vstúpiť do otvoru a vo zvislej polohe piesta s piestnym čapom nevypadnúť z výstupku. Prst, ktorý vypadne z bossa, by mal byť nahradený iným. Ak čap opäť vypadne, vymeňte piest za čap.
Užitočná rada: Ak je k dispozícii nová sada náhradných dielov, nepoužívajte znova vytlačené piestne čapy.