
Demontáž
1. Odstráňte skrutku (1) držiaky olejových trysiek (2) (tri miesta).
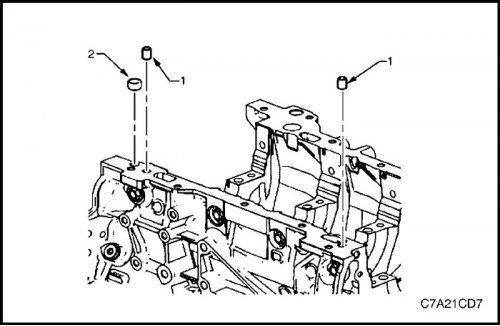
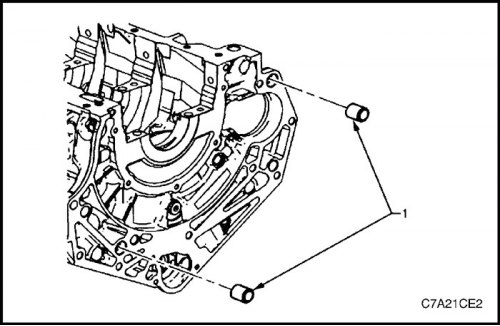
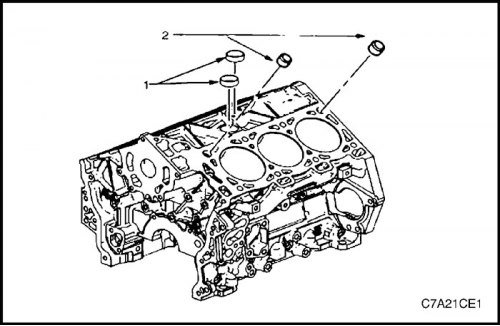
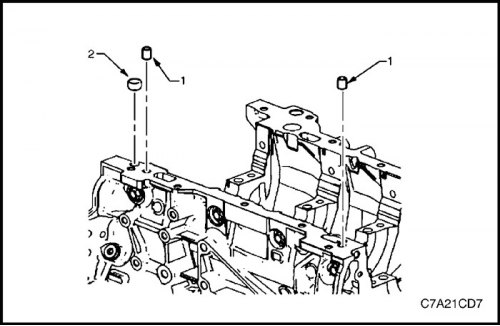
2. Odstráňte špendlíky (1) na inštaláciu olejovej vane na blok valcov a prednú rozšírenú zátku (2) olejový kanál bloku valcov 1.
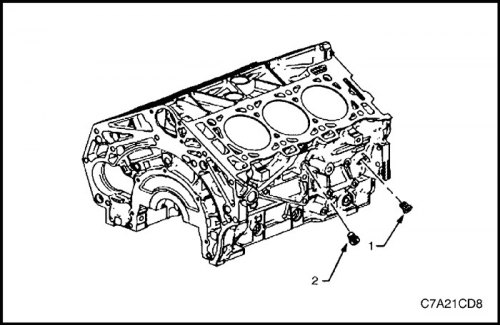
3. Odstráňte bočnú skrutkovú zátku (1) zvod 1 bloku valcov olejový priechod a skrutková zátka (2) vypúšťací otvor pre chladiacu kvapalinu.
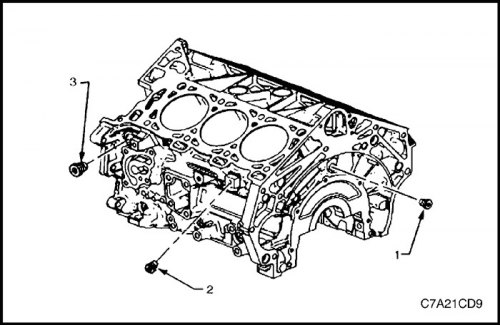
4. Odstráňte zadnú skrutkovú zátku (1) olejový kanál, bočná skrutka (2) vypúšťací otvor chladiacej kvapaliny pre valec 2 a ľavú skrutkovú zátku (3) olejový kanál.
Pozor! Pri odstraňovaní expanzných zátok chladiacej kvapaliny nevyvíjajte silu smerom nadol, aby ste nepoškodili blok valcov.
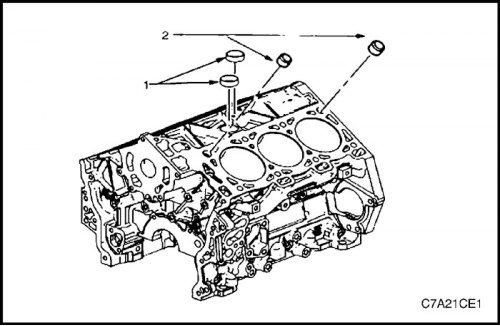
5. Odstráňte expandujúce zátky chladiacej kvapaliny (1) a špendlíky (2) na montáž hlavy valcov do bloku valcov.
6. Odstráňte špendlíky (1) na montáž prevodovky na blok valcov.
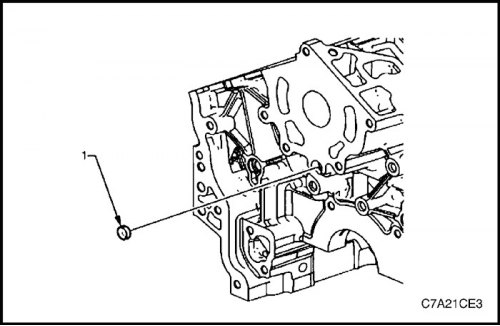
7. Odstráňte prednú rozpínaciu zátku (1) olejový kanál.
Jasný
1. Úplne odstráňte tesniaci prostriedok závitov, tesniaci materiál a tesniaci prostriedok pomocou bežnej drevenej alebo plastovej škrabky.
2. Vyčistite všetky nižšie uvedené oblasti vhodným rozpúšťadlom:
- Tesniace plochy
- kanály chladiacej kvapaliny,
- olejové kanály,
- ložiskové podpery.
3. Vyčistite všetky závitové a priechodné otvory vhodným rozpúšťadlom.
4. Vysušte blok valcov stlačeným vzduchom.
Inšpekcia
Meranie priemerov valcov
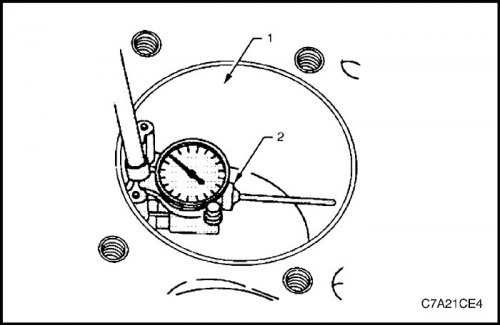
1. Zmerajte priemer valca vo vzdialenosti 37 mm od hornej roviny bloku (1), pomocou normálnej vŕtacej mierky alebo nástroja J-8087 (2).
2. Zaznamenajte výsledky a porovnajte s rozmermi uvedenými v technických špecifikáciách.
Poznámka: Ak je priemer valca väčší ako je uvedené v technických špecifikáciách, potom môže byť valec vyvŕtaný o 0,25 mm. Pre údržbu je k dispozícii iba jedna opravná veľkosť piestov a krúžkov. Ak priemer valca prekročí požadovanú hodnotu o viac ako 0,25 mm, potom je potrebné vymeniť blok valca.
Meranie kužeľa valcov
1. Vykonajte meranie na bočných silových nosných plochách kolmých na os kľukového hriadeľa, 10 mm pod horným povrchom bloku valcov, a zaznamenajte výsledok.
2. Vykonajte meranie na bočných silových nosných povrchoch kolmých na os kľukového hriadeľa, 100 mm pod horným povrchom bloku valcov, a zaznamenajte výsledok.
3. Určte rozdiel medzi týmito dvoma meraniami. Týmto výsledkom bude zúženie valca.
4. Výsledky porovnajte s rozmermi uvedenými v technických špecifikáciách.
5. Ak je priemer valca väčší, ako je uvedené v technických špecifikáciách, potom môže byť vŕtanie valca 0,25 mm. Pre údržbu je k dispozícii iba jedna opravná veľkosť piestov a krúžkov. Ak priemer valca prekročí požadovanú hodnotu o viac ako 0,25 mm, potom je potrebné vymeniť blok valca.
Meranie nekruhovosti valcov
1. Odmerajte vŕtanie valca na bočných a nestranných zaťažovacích plochách 10 mm pod horným povrchom bloku valcov. Zaznamenajte výsledky merania.
2. Určte rozdiel medzi týmito dvoma meraniami. Výsledok bude indikovať nekruhovitosť horného konca valca.
3. Odmerajte priemer valca na bočných a nestranných zaťažovacích plochách 100 mm pod horným povrchom bloku valcov. Zaznamenajte výsledky merania.
4. Určte rozdiel medzi týmito dvoma meraniami. Výsledok bude indikovať nekruhovitosť spodného konca valca.
5. Porovnajte získané výsledky s rozmermi uvedenými v technických špecifikáciách.
6. Ak je priemer valca väčší, ako je uvedené v technických špecifikáciách, potom môže byť vŕtanie valca 0,25 mm. Pre údržbu je k dispozícii iba jedna opravná veľkosť piestov a krúžkov. Ak priemer valca prekročí požadovanú hodnotu o viac ako 0,25 mm, potom je potrebné vymeniť blok valca.
Kontrola rovinnosti horného povrchu bloku valcov
1. Horné plochy bloku valcov musia byť čisté a bez tesniaceho materiálu.
2. Skontrolujte, či na povrchu nie sú škvrny alebo škrabance, ktoré by mohli brániť tesneniu tesnenia pri inštalácii hlavy valcov.
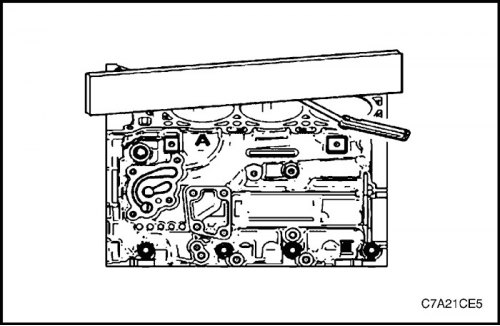
3. Položte pravítko diagonálne cez hornú stranu bloku valcov.
4. Zmerajte medzeru medzi pravítkom a prednou stranou bloku valcov v 4 bodoch pozdĺž pravítka pomocou meradla.
5. Ak je deformácia menšia ako 0,05 mm, potom nie je potrebné opracovanie horného povrchu bloku valcov.
6. Ak je deformácia v rozsahu 0,05±0,20 mm, alebo sa vyskytnú nejaké chyby alebo škrabance, ktoré môžu brániť tesneniu tesnenia pri montáži hlavy valcov, potom musí byť horný povrch bloku valcov brúsený.
7. Ak je potrebné brúsenie, potom je maximálna povolená hrúbka vrstvy, ktorá sa má odstrániť, 0,25 mm.
8. Ak je potrebné odstrániť materiál s hrúbkou viac ako 0,25 mm z horného povrchu bloku valcov, blok sa musí vymeniť.
Zhromaždenie
1. Na nové rozšírené zátky naneste tmel RTV (1) chladiacej kvapaliny a znova ich nainštalujte.
2. Nainštalujte kolíky (2) na montáž hlavy valcov do bloku valcov.
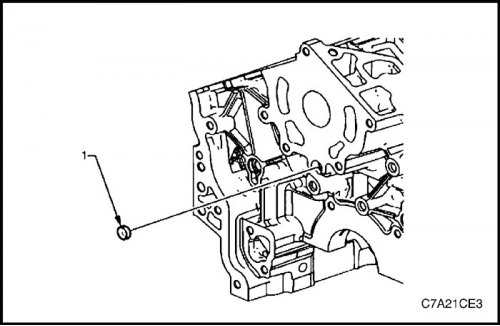
3. Nainštalujte novú prednú rozširujúcu zástrčku (1) olejový kanál.
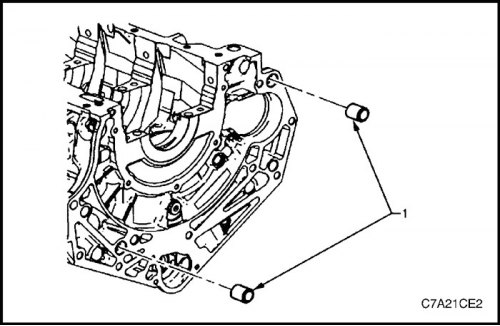
4. Nainštalujte kolíky (1) na montáž prevodovky na blok valcov.
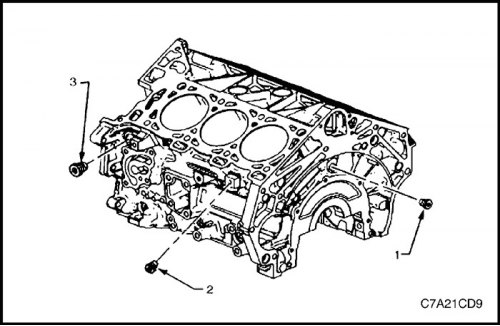
5. Nainštalujte zadnú skrutku (1) olejový kanál, bočná skrutka (2) vypúšťací otvor chladiacej kvapaliny pre valec 2 a ľavú skrutkovú zátku (3) olejový kanál.
Utiahnite
Utiahnite zadnú skrutkovú zátku olejového kanála bloku valcov na krútiaci moment 31 Nm (33 lb-ft).
Utiahnite bočnú skrutkovú zátku bloku valcov Séria 2 na 31 Nm (23 lb-ft).
Utiahnite bočnú skrutkovú zátku bloku valcov Séria 2 na 31 Nm (23 lb-ft).
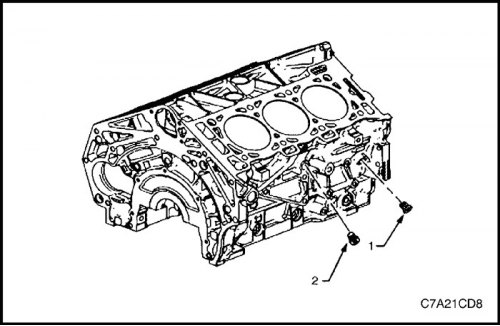
6. Nainštalujte skrutkovú zátku (1) olejový kanál a skrutka (2) kanál chladiacej kvapaliny na pravej strane.
Utiahnite
Utiahnite bočnú skrutkovú zátku bloku valcov Séria 1 na 31 Nm (23 lb-ft).
Utiahnite bočnú skrutkovú zátku bloku valcov Séria 1 na 31 Nm (23 lb-ft).
7. Nainštalujte novú rozširujúcu zástrčku (1) olejový kanálik na prednej dosadzovacej ploche olejovej vane na strane banky 1 a čapy (2) na inštaláciu olejovej vane na blok valca.
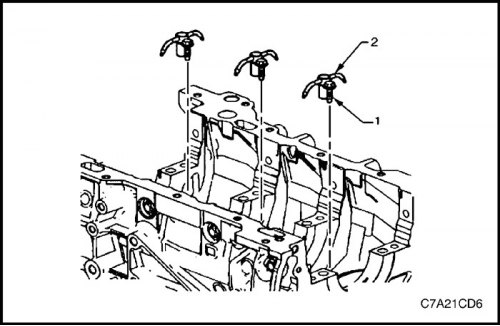
8. Inštalácia (tri miesta) olejová tryska (2).
9. Inštalácia (tri miesta) skrutka (1) upevnenia olejovej trysky.
Utiahnite
Utiahnite skrutku olejovej dýzy na 10 Nm (89 lb-in).