
Demontáž
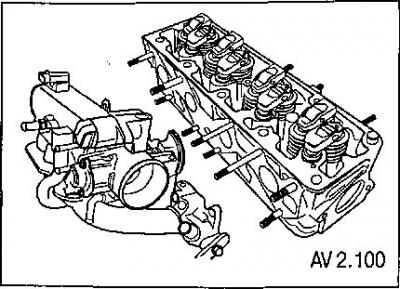
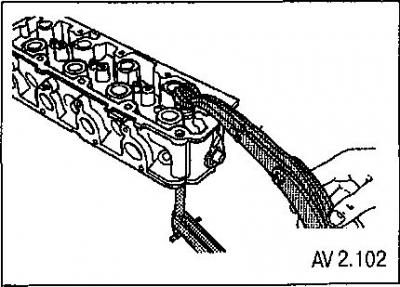
1. Demontujte hlavu valcov spolu so sacím a výfukovým potrubím.
2. Demontujte snímač teploty chladiacej kvapaliny.
3. Odstráňte tepelný štít výfukového potrubia.
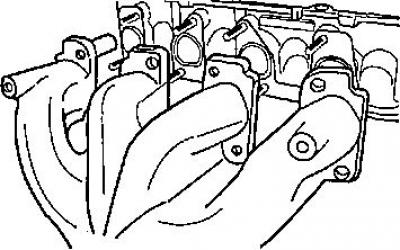
4. Demontujte výfukové potrubie.
5. Odstráňte tesnenie výfukového potrubia.
6. Odstráňte čapy výfukového potrubia.
7. Odstráňte zapaľovacie sviečky.
8. Demontujte sacie potrubie.
9. Odstráňte tesnenie sacieho potrubia.
10. Odstráňte čapy sacieho potrubia.
11. Odstráňte skrutky krytu termostatu.
12. Odstráňte kryt termostatu.
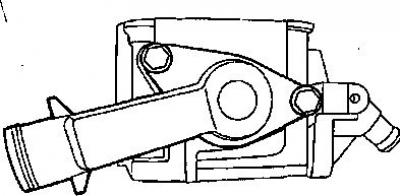
13. Odstráňte tesnenie termostatu a termostat.
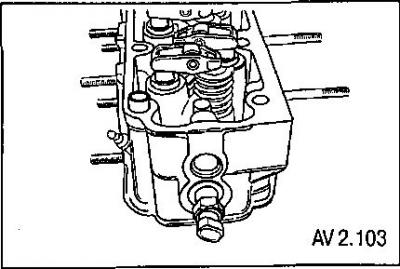
14. Pomocou stláčača ventilových pružín stlačte ventilové pružiny.
15. Odstráňte krekry a odstráňte horné platne ventilových pružín.
16. Odstráňte ventilové pružiny.
17. Odstráňte tesnenia drieku ventilu.
18. Odstráňte ventily.
20. Odstráňte centrovacie objímky skrine vačkového hriadeľa.
Oprava dielov
Pre opísané motory výrobca zabezpečuje rekuperáciu pary «vodiaca objímka - driek ventilu» pomocou ventilov s predimenzovanými stonkami. V tomto prípade sa opotrebované puzdro obnoví metódou nasadenia na opravu rozmerov. Práce tejto zložitosti by mali byť zverené iba kvalifikovanému mechanikovi.
|
Vačkový hriadeľ |
||
|
Vstupný zdvih vačky |
6,12 mm |
|
|
Zdvih výfukového laloku |
6,12 mm |
|
|
Ukončiť výbeh |
0,09-0,21 mm |
|
|
Vonkajší priemer čapu vačkového hriadeľa |
№1 |
39,445 mm |
|
№2 |
39 700 mm |
|
|
№3 |
39,945 mm |
|
|
№4 |
40 200 mm |
|
|
№5 |
40,445 mm |
|
|
Vonkajší priemer ložiska |
№1 |
39 500 mm |
|
№2 |
39,750 mm |
|
|
№3 |
40 000 mm |
|
|
№4 |
40,250 mm |
|
|
№5 |
40 500 mm |
|
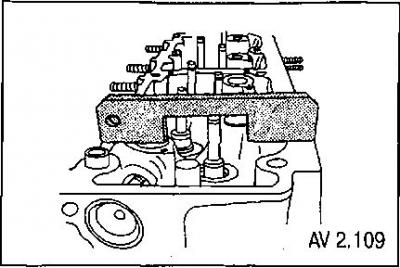
Kontrola hlavy valcov
1. Vyčistite lícovanie roviny s tesnením hlavy.
2. Skontrolujte tesnenie hlavy valcov a dosadacie plochy hlavy valcov a bloku, či neobsahujú jamky, netesnosti, koróziu a unikanie plynu do chladiaceho plášťa.
3. Skontrolujte, či hlava valcov nie je prasknutá.
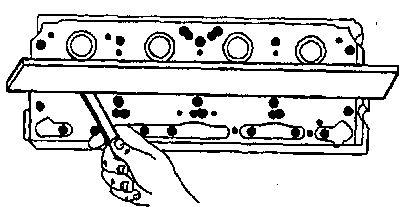
5. Určte pomocou súpravy sond a pravítka odchýlku od rovinnosti roviny hlavy lícujúcej s tesnením, ktorá by nemala presiahnuť 0,025 mm.
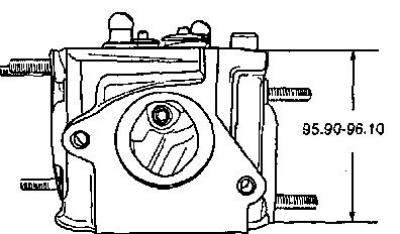
6. Zmerajte výšku hlavy bloku. Výška hlavy valcov by mala byť medzi 94,70-95,65 mm. Ak je výška hlavy valcov menšia ako 94,7 mm, mala by sa vymeniť.
7. Skontrolujte všetky závitové otvory, či nie sú poškodené alebo znečistené.
8. Skontrolujte sedlá ventilov, či nie sú nadmerne opotrebované a vyhorené.
|
ventilový mechanizmus |
||
|
Spôsob ovládania pohonu ventilov |
Hydraulický kompenzátor vôle ventilov |
|
|
Uhol kužeľa čela ventilu (medzi tvoriacou čiarou a hlavová rovina) |
45" |
|
|
Uhol kužeľa ventilového sedla |
45' |
|
|
Referenčný úder (max, všetky) |
0,03 mm |
|
|
Ukončiť výbeh (max, všetky) |
0,03 mm |
|
|
Šírka čela sedadla |
Prívod |
1,3-1,5 mm |
|
Outlet |
1,6-1,8 mm |
|
|
Vnútorný priemer vedenia ventilu |
7,030-7,050 mm |
|
|
Priemer drieku ventilu |
7 mm |
|
|
Priemer kotúča ventilu |
Prívod |
38,0 mm |
|
Promócie na strednej škole |
31,0 mm |
|
|
Dĺžka ventilovej pružiny pri zaťažení |
Otvorte ventil 625 +25 N |
21,5 mm |
|
Uzavretý ventil 275 + 15N |
31,5 mm |
|
Repasovanie vedenia ventilov
1. Určte skutočné opotrebenie v páre «objímka - driek ventilu». Pri medzere presahujúcej 0,1 mm je potrebné túto treciu dvojicu vymeniť. Túto diagnostickú operáciu by mal vykonávať iba kvalifikovaný mechanik.
2. Kód nadmernej veľkosti je vyrazený na vodidle ventilu a konci drieku ventilu. V tabuľke sú uvedené štandardné a opravárenské rozmery, označenie výstružníka používaného v autorizovaných servisoch a obsah kódov použitých na puzdrách a ventiloch. Existujú dva typy kódov: kód použitý pri montáži nového motora a kód použitý na puzdro počas opravy.
|
Veľkosť |
skenovať |
Kód použitý na nové časti motora |
Kód použitý na časti motora počas opravy |
|
Štandardné |
- |
- |
TO |
|
0,075 |
KM-253 |
1 |
K1 |
|
0,150 |
254 km |
2 |
K2 |
|
0,250 |
KM-255 |
- |
A |
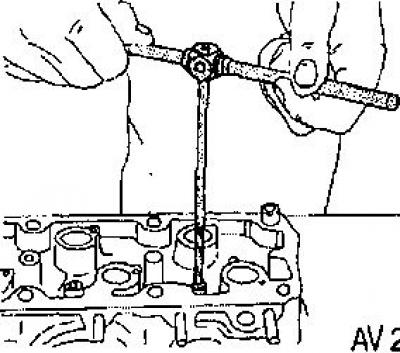
Vystružte otvor vodiaceho puzdra. Smer nasadenia je z hornej strany hlavy valcov. Po nasadení prečiarknite kód vytlačený na rukáve a použite nový kód.
Repasovanie sedla ventilu
1. Dokončite pracovnú plochu sediel ventilov.
Uzatváracia plocha sediel ventilov je obnovená pomocou troch kužeľových fréz:
- fréza na spracovanie pracovnej plochy sedla: 45°;
- fréza na spracovanie horného korekčného uhla: 30°;
- fréza na spracovanie spodného korekčného uhla: 60°;
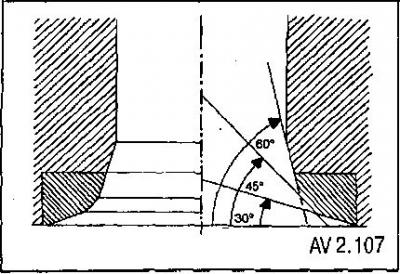
Šírka sedla ventilu:
- nasávanie: 1,3-1,5 mm;
- vývod: 1,6-1,8 mm.
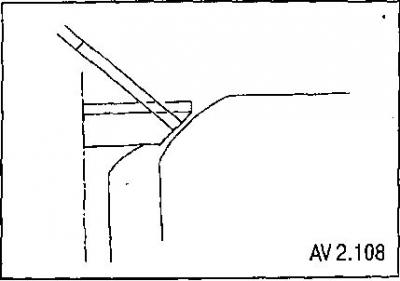
2. Po inštalácii ventilu skontrolujte polohu konca drieku ventilu (bez špeciálnych meradiel, túto prácu musí vykonať kvalifikovaný mechanik).
3. Ak je koniec stonky vyššie (bližšie k osi vačkového hriadeľa), vymeňte ventily za nové a potom znova skontrolujte koncovú polohu vretena.
4. Ak je koniec drieku ventilu napriek výmene ventilov stále vyššie, vymeňte hlavu valca.
Kontrola ventilov
1. Skontrolujte, či ventil nie je opotrebovaný a či nie je pomliaždený horný koniec drieku.
2. Skontrolujte opotrebovanie drážok závlačiek ventilu a olejového tesnenia.
3. Skontrolujte hlavy ventilov, či nie sú vyhorené a prasknuté.
4. Skontrolujte drieky ventilov, či nie sú opotrebované, ryhy a škrabance.
5. Skontrolujte driek ventilu – nie je dlhý. manželky, aby mali zakrivenie.
6. Skontrolujte uzatvárací kužeľ ventilu. Ak je opotrebenie kontaktného kužeľa také veľké, že pri obnove povrchu vznikne ostrá hrana v mieste spojenia kužeľového a plochého povrchu hlavy ventilu, ventil by sa mal vymeniť.
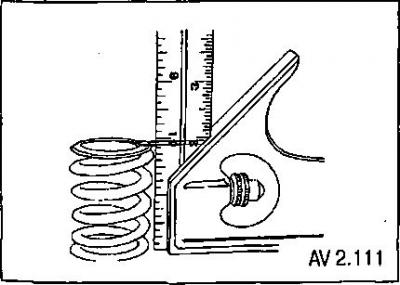
7. Skontrolujte pružinu ventilu. Ak konce ventilovej pružiny nie sú rovnobežné, vymeňte ventilovú pružinu.
8. Odmerajte výšku ventilovej pružiny. Ak výška ventilovej pružiny nie je v rámci špecifikácií, vymeňte ventilovú pružinu.
9. Skontrolujte dosadacie plochy pružiny ventilu, či nie sú opotrebované alebo ryhované. V prípade potreby vymeňte.
Brúsenie ventilov
1. Skontrolujte, či kužeľ hlavy ventilu nie je vyhorený.
2. Ventil je možné prebrúsiť iba dvakrát. Nebrúste koniec drieku ventilu.
3. Uhol medzi tvoriacou čiarou ventilového kužeľa a rovinou hlavy je 46".
Lapovanie ventilov
Ak opotrebenie uzatváracieho kužeľa ventilu nie je príliš veľké, ventil by mal byť prikrytý k obnovenému uzatváraciemu kónusu sedla ventilu (spravidla sa počas prevádzky ventilu uzatváracia plocha ložísk ojnice zväčšuje: až na 4-5 mm). Ak zároveň na kuželi nie je hlboká drážka, potom je možné brúsiť ventil na obnovené sedlo bez brúsenia kužeľa.
Ventil je lapovaný pomocou špeciálnych lapovacích pást na báze korundu.
V tomto prípade ventil, inštalovaný vo vodiacej objímke, vykonáva striedavo vratné pohyby so súčasným otáčaním doprava a doľava. Takéto pohyby sú potrebné na vytvorenie šikmých lapovacích línií umiestnených krížovo. Počas procesu lapovania pravidelne otáčajte ventilom v sedle, aby ste zabezpečili rovnomerné lapovanie. Lapovanie možno považovať za úplné, keď sa na uzatváracej ploche ventilu vytvorí rovnomerný matný sivý prstencový kontaktný pásik, ktorého šírka sa rovná uzatváracej ploche sedla.
Zhromaždenie
1. Nainštalujte hmoždinky krytu vačkového hriadeľa.
2. Namažte drieky ventilov motorovým olejom.
3. Nainštalujte ventily.
4. Nainštalujte tesnenia drieku ventilu.
5. Nainštalujte ventilové pružiny.
6. Stlačte ventilové pružiny a nainštalujte závlačky.
7. Nainštalujte kryt ventilu.
8. Nainštalujte termostat.
9. Nainštalujte kryt termostatu
10. Namontujte skrutky krytu termostatu a utiahnite ich momentom 20 Nm.
11. Nainštalujte čapy sacieho potrubia.
12. Nainštalujte tesnenie sacieho potrubia.
13. Nainštalujte sacie potrubie a utiahnite matice momentom 25 Nm.
14. Nainštalujte zapaľovacie sviečky a utiahnite ich momentom 40 Nm.
15. Nainštalujte čapy výfukového potrubia.
16. Nainštalujte tesnenie výfukového potrubia.
17. Nainštalujte výfukové potrubie a utiahnite matice na 25 Nm.
18. Nainštalujte tepelný štít výfukového potrubia a utiahnite skrutky na 15 Nm.
19. Nainštalujte snímač teploty chladiacej kvapaliny a utiahnite ho momentom 20 Nm.
20. Nainštalujte hlavu valca spolu so sacím potrubím a výfukovým potrubím.