2. Приликом бушења цилиндара, сви поклопци главних лежајева радилице морају бити на свом месту, вијци поклопца морају бити затегнути одређеним обртним моментом.
3. Пречник цилиндра након бушења треба да буде мањи од завршног за 0,03 мм - ово је додатак за брушење зидова цилиндра.
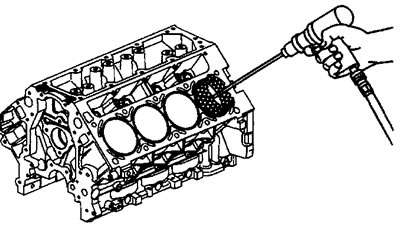
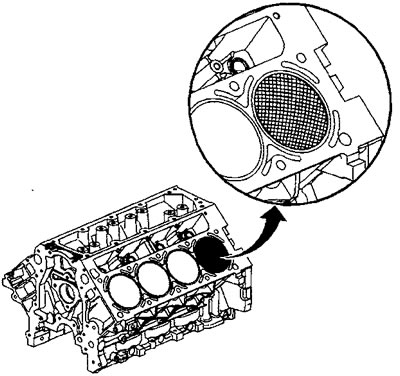
4. Препоручује се брушење у два корака, прво са релативно крупним камењем од 100 месх (0,12 мм), затим на крају са 220-240 месх камена (0,05 мм). Решетка за брушење треба да се налази под углом од 45 степени у односу на осу цилиндра. Врхови ознака за брушење треба да буду јасно видљиви, али не морају имати оштре врхове (хонинг са равним врхом).
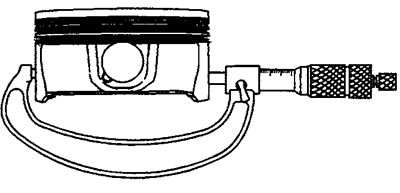
5. Након хоновања, означите клип бројем цилиндра где ће бити уграђен.
6. Темељно исперите зидове цилиндра док се абразив потпуно не уклони.
7. Подмажите зидове цилиндра чистим моторним уљем да спречите рђу.
8. Ако није потребно бушење цилиндара до поправке величине, уклоните полиране површине са зидова цилиндра ручним брусом.