
Деформисана места панела се исправљају, по правилу, ручно помоћу специјалног алата (чекићи, полуге, разне трнове) и прибора.
За узнемиравање се користи загрејано исправљање (контракције) високо растегнуте површине панела. Да би се спречило погоршање механичких својстава метала, панели се загревају на 600-650°Ц (трешња Црвена). Пречник загрејаног места не би требало да буде већи од 10-15 мм.
Исправите плоче са металним скупљањем на следећи начин:
- угљеничном електродом полуаутоматске машине за заваривање или гасном бакљом загрејте металне тачке од периферије до центра неисправног подручја и ударцима дрвеног маља или чекића узнемирите загрејана места на полеђини узнемирено подручје помоћу ослонца или наковња;
- понављати операције загревања и наношења метала док се не добије потребна површина панела.
Неравнине на панелима могу се изгладити полиестерским пунилима, термопластиком, епоксидним китовима хладног очвршћавања и лемљењем.
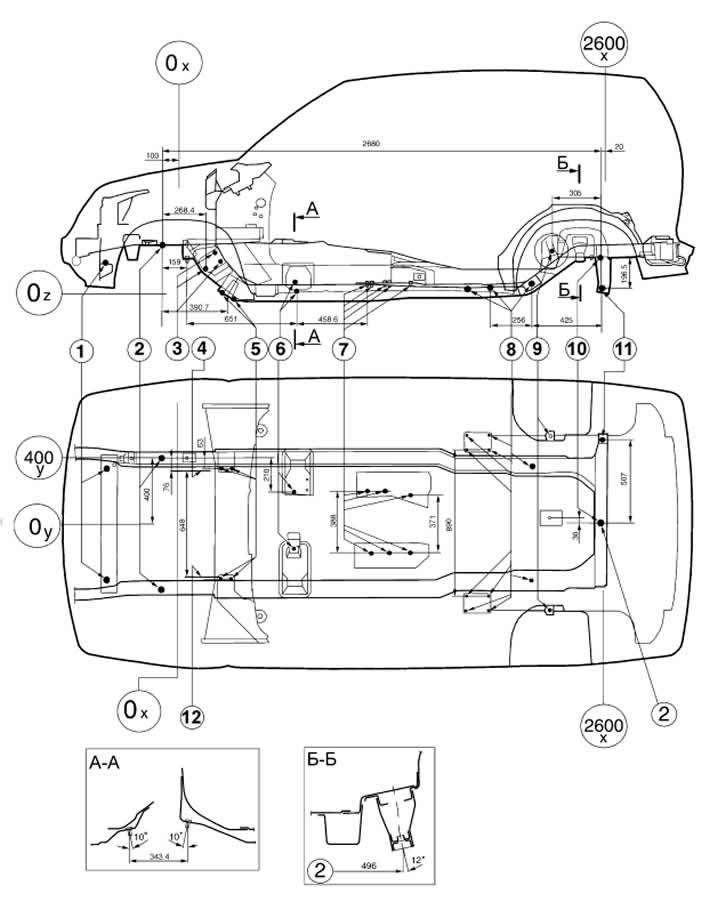
Сл. 8-5. Главне референтне димензије тачака причвршћивања компоненти и склопова возила:
1 - рупе за уградњу радијатора;
2 - основне рупе пречника 20 мм;
3 - причвршћивање управљачког механизма;
4 - спојна раван носача крака клатна;
5 - носачи стабилизатора;
6 - причвршћивање задњег носача агрегата;
7 - причвршћивање преносног кућишта;
8 - причвршћивање кракова задњег вешања;
9 - носачи задњег амортизера;
10 - основна рупа;
11 - причвршћивање попречне шипке;
12 - спојна равнина управљачког механизма.
Тип полиестера «Цхемпропол-П» или ПЕ-0085 формирају поуздане везе са панелима очишћеним до метала. Температура у радној просторији не би требало да буде испод 18°Ц. Припремљени полиестерски кит се мора искористити за не више од 10 минута. Коначно се стврдне 60 минута након наношења. Дебљина слоја кита на обрађеној површини панела не би требало да прелази 2 мм.
Термопласт је доступан у облику праха. Еластична својства неопходна за наношење на металну површину панела стиче се на температури од 150-160°Ц. Површина коју треба запунити мора бити темељно очишћена од рђе, каменца, старе боје и других загађивача. Термопластична адхезија је боља за грубе металне површине. За наношење термопласта, површина која се изравнава се загрева на 170-180°Ц и наноси се први слој праха који се ваља металним ваљком. Затим се наноси други слој и тако све док се храпавост не попуни. Сваки слој се ваља да би се добио монолитни слој пластичне масе. Након очвршћавања, термопласт се обрађује тестером за исправљање.
Лемови као што су ПОССу 18-2 или ПОССу 25-2 се користе за изравнавање површина које су претходно биле испуњене лемом, изградњу ивица делова и уклањање празнина.
У случају значајнијих оштећења делова каросерије, они се замењују новим помоћу електролучног заваривања у окружењу заштитног гаса.