
Демонтажа
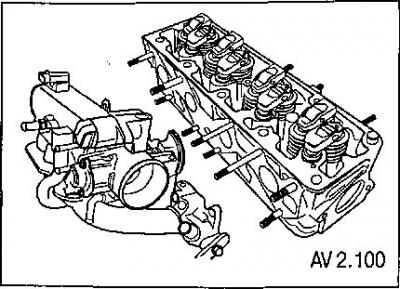
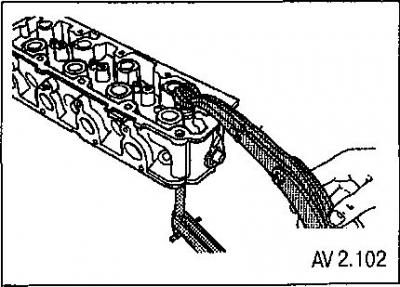
1. Уклоните главу цилиндра заједно са усисним и издувним колекторима.
2. Уклоните сензор температуре расхладне течности.
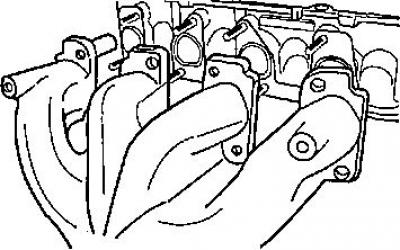
3. Уклоните топлотни штит издувног разводника.
4. Уклоните издувни разводник.
5. Уклоните заптивку издувног колектора.
6. Уклоните клинове издувног разводника.
7. Уклоните свећице.
8. Уклоните усисну грану.
9. Уклоните заптивку усисне гране.
10. Уклоните клинове усисног разводника.
11. Уклоните завртње кућишта термостата.
12. Уклоните кућиште термостата.
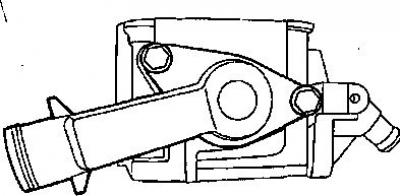
13. Уклоните заптивку термостата и термостат.
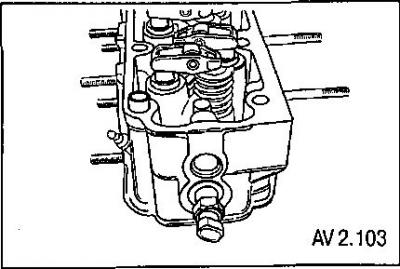
14. Користећи компресор опруге вентила, стисните опруге вентила.
15. Уклоните крекере и уклоните горње плоче опруга вентила.
16. Уклоните опруге вентила.
17. Уклоните заптивке стабла вентила.
18. Уклоните вентиле.
20. Скините чауре за центрирање кућишта брегастог вратила.
Поправка делова
За описане моторе произвођач обезбеђује опоравак паре «водећа чаура - вретено вентила» коришћењем вентила са предимензионираним стабљима. У овом случају, истрошена чаура се враћа методом постављања ради поправке димензија. Радове ове сложености треба поверити само квалификованом механичару.
|
Цамсхафт |
||
|
Улазно брегасто подизање |
6,12 мм |
|
|
Подизање издувног режња |
6.12мм |
|
|
Крај испадања |
0,09-0,21 мм |
|
|
Спољни пречник брегастог вратила |
№1 |
39.445 мм |
|
№2 |
39.700 мм |
|
|
№3 |
39.945 мм |
|
|
№4 |
40.200 мм |
|
|
№5 |
40.445 мм |
|
|
Спољни пречник лежаја |
№1 |
39.500 мм |
|
№2 |
39.750 мм |
|
|
№3 |
40.000 мм |
|
|
№4 |
40.250 мм |
|
|
№5 |
40.500 мм |
|
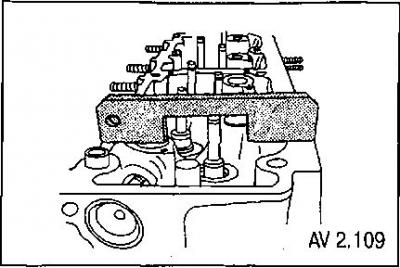
Преглед главе цилиндра
1. Очистите спојну равнину са заптивком главе.
2. Проверите заптивку главе цилиндра и спојне површине главе цилиндра и блока да ли има удубљења, цурења, корозије и издувавања гаса у расхладни плашт.
3. Проверите да ли глава цилиндра има напрслина.
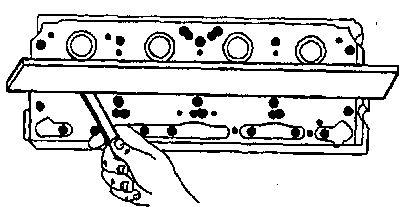
5. Одредите, користећи сет сонди и равну ивицу, одступање од равности равни главе која се спаја са заптивком, која не би требало да прелази 0,025 мм.
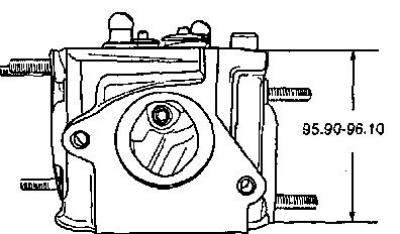
6. Измерите висину главе блока. Висина главе мотора треба да буде између 94,70-95,65 мм.Ако је висина главе цилиндра мања од 94,7 мм, треба је заменити.
7. Проверите све рупе са навојем на оштећења или контаминацију.
8. Прегледајте седишта вентила на прекомерно хабање и прегоревање.
|
механизам вентила |
||
|
Метода управљања погоном вентила |
Хидраулични компензатор зазора вентила |
|
|
Угао конуса лица вентила (између генератрисе и глава авиона) |
45" |
|
|
Угао конуса седишта вентила |
45' |
|
|
Референтни ритам (мак, све) |
0.03мм |
|
|
Крај испадања (мак, све) |
0.03мм |
|
|
Ширина лица седишта |
Инлет |
1,3-1,5 мм |
|
Оутлет |
1,6-1,8 мм |
|
|
Унутрашњи пречник вођице вентила |
7.030-7.050 мм |
|
|
Пречник вретена вентила |
7 мм |
|
|
Пречник диска вентила |
Инлет |
38,0 мм |
|
Матура средње школе |
31,0 мм |
|
|
Дужина опруге вентила под оптерећењем |
Отворени вентил 625 +25 Н |
21.5мм |
|
Затворен вентил 275 + 15Н |
31.5мм |
|
Враћање перформанси водилице вентила
1. Одредите стварно хабање у пару «чаура - стабло вентила». Са размаком већим од 0,1 мм, овај пар трења треба заменити. Ову дијагностичку операцију треба да обавља само квалификовани механичар.
2. Шифра превелике величине је утиснута на вођицу вентила и крај стабла вентила. У табели су приказане стандардне и поправне димензије, ознака развртача који користе овлашћени сервиси и садржај кодова који се примењују на чауре и вентиле. Постоје две врсте кодова: код који се примењује приликом склапања новог мотора и код који се примењује на чахуру током поправке.
|
Величина |
Скенирај |
Код примењен на нове делове мотора |
Код примењен на делове мотора током поправке |
|
Стандард |
- |
- |
ДО |
|
0,075 |
КМ-253 |
1 |
К1 |
|
0,150 |
Км-254 |
2 |
К2 |
|
0,250 |
КМ-255 |
- |
А |
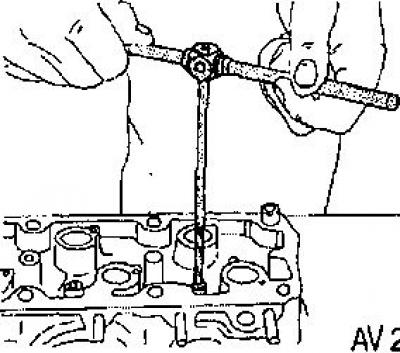
Избушите рупу у водилици. Правац кретања је са горње стране главе цилиндра. Када се примени, прецртајте код одштампан на рукаву и примените нови код.
Ремонт седишта вентила
1. Завршите радну површину седишта вентила.
Завршна површина седишта вентила се обнавља помоћу три конусна резача:
- резач за обраду радне површине седла: 45°;
- резач за обраду горњег угла корекције: 30°;
- резач за обраду доњег угла корекције: 60°;
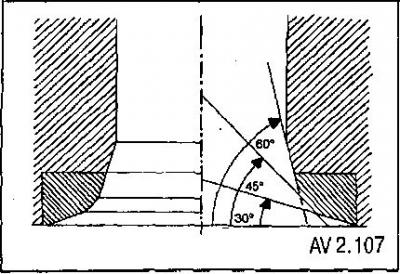
Ширина седишта вентила:
- унос: 1,3-1,5 мм;
- излаз: 1,6-1,8 мм.
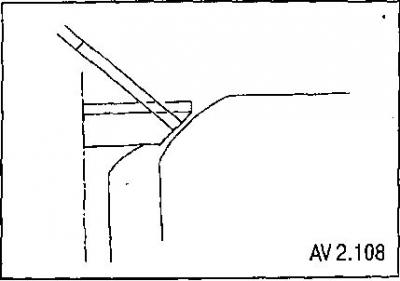
2. Проверите положај краја стабла вентила након уградње вентила (без посебних мерача, овај посао мора да обави квалификовани механичар).
3. Ако је крај стабљике виши (ближе оси брегастог вратила), замените вентиле новим и затим поново проверите крајњи положај вретена.
4. Ако је крај вретена вентила и даље виши упркос промени вентила, замените главу цилиндра.
Инспекција вентила
1. Прегледајте вентил за истрошеност, пригњечење горњег краја вретена.
2. Проверите истрошеност жлебова вентила и уљне заптивке.
3. Прегледајте главе вентила на изгорелости и пукотине.
4. Проверите да ли стабла вентила имају истрошеност, урезе и огреботине.
5. Прегледајте вретено вентила - није дугачко. жене да имају закривљеност.
6. Прегледајте конус за затварање вентила. Ако је хабање контактног конуса толико велико да наношење оштре ивице ствара оштру ивицу на споју конусне и равне површине главе вентила, вентил треба заменити.
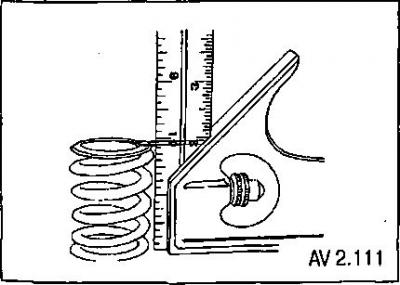
7. Прегледајте опругу вентила. Ако крајеви опруге вентила нису паралелни, замените опругу вентила.
8. Измерите висину опруге вентила. Ако висина опруге вентила није унутар спецификација, замените опругу вентила.
9. Проверите да ли су површине седишта опруге вентила истрошене или урезане. Замените ако је потребно.
млевење вентила
1. Проверите да конус главе вентила није прегорео.
2. Вентил се може поново брусити само два пута. Немојте брусити крај стабла вентила.
3. Угао између генератрике конуса вентила и равни главе је 46".
Лаппинг вентила
Ако хабање конуса за затварање вентила није превелико, вентил треба да се преклопи о обновљени конус за затварање седишта вентила (по правилу, током рада вентила, површина затварања лежајева клипњаче постаје шира: до 4-5 мм). Ако у исто време на конусу нема дубоког жлеба, онда је могуће брусити вентил до обновљеног седишта без млевења конуса.
Вентил се преклапа коришћењем специјалних паста за лепљење на бази корунда.
У овом случају, вентил, уграђен у чауру за навођење, врши повратне покрете уз истовремену ротацију удесно и лево, наизменично. Такви покрети су неопходни за формирање косих линија преклапања, које се налазе попречно. Током процеса преклапања, повремено окрећите вентил у седишту да бисте обезбедили равномерно преклапање. Преклапање се може сматрати завршеним када се на површини затварања вентила формира једнолична мат сива прстенаста контактна трака, једнака по ширини са површином затварања седишта.
Скупштина
1. Инсталирајте клинове кућишта брегастог вратила.
2. Подмажите вретене вентила моторним уљем.
3. Инсталирајте вентиле.
4. Инсталирајте заптивке вентила.
5. Инсталирајте опруге вентила.
6. Стисните опруге вентила и уградите котаче.
7. Поставите поклопац вентила.
8. Инсталирајте термостат.
9. Инсталирајте кућиште термостата
10. Поставите завртње кућишта термостата и затегните их на 20 Нм.
11. Инсталирајте клинове усисног разводника.
12. Инсталирајте заптивку усисне гране.
13. Инсталирајте усисну грану и затегните матице на 25 Нм.
14. Уградите свећице и затегните их на 40 Нм.
15. Уградите клинове издувног разводника.
16. Инсталирајте заптивку издувног колектора.
17. Уградите издувни разводник и затегните матице на 25 Нм.
18. Инсталирајте топлотни штит издувног разводника и затегните завртње до 15 Нм.
19. Инсталирајте сензор температуре расхладне течности и затегните на 20 Нм.
20. Инсталирајте главу цилиндра заједно са усисном и издувном граном.