
Se verifică deformarea grinzii podului atât în plan orizontal, cât și în plan vertical.
După ce ați atașat o flanșă A.70172 la fiecare capăt al grinzii, instalați grinda cu flanșe pe prisme identice situate pe o placă de testare cu o lungime de cel puțin 1600 mm, astfel încât suprafața de contact a carterului cu grinda să fie într-un plan vertical.
Verificați deformarea grinzii prin atașarea unui pătrat la exterior (orez. 3-50) si lateral (orez. 3-51) suprafete de flansa A.70172; dacă fasciculul nu este deformat, pătratul se va potrivi perfect.
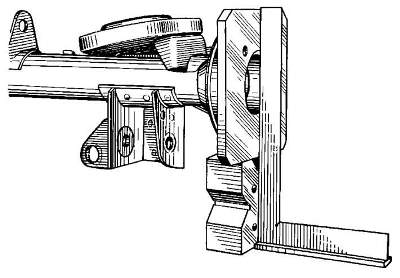
Orez. 3-50. Verificarea deformațiilor verticale ale grinzii punții spate cu un pătrat pe suprafața exterioară a flanșei A.70172.
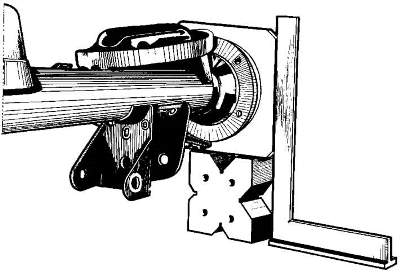
Orez. 3-51. Verificarea răsucirii grinzii punții spate cu un pătrat pe suprafața laterală a flanșei A.70172.
Gradul de deformare este verificat cu un calibre. Dacă ecartamentul de palpatură de 0,2 mm trece prin orice flanșă, grinda trebuie îndreptată.
pătrat (orez. 3-52) verificați perpendicularitatea suprafeței de montare a cutiei de viteze față de suprafața de sprijin a flanșei A.70172. Sonda de 0,2 mm nu trebuie să treacă.
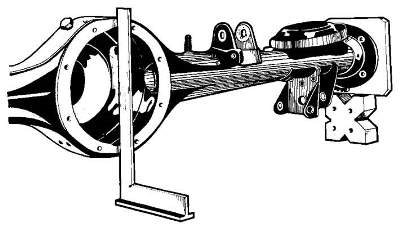
Orez. 3-52. Verificarea perpendicularității suprafeței de montare a cutiei de viteze.
Rotiți fasciculul de punte cu 90°și așezați-l pe prisme. Aplicat pe suprafața exterioară a flanșei (orez. 3-53) pătratul trebuie să se potrivească perfect, altfel verificați gradul de deformare cu un calibre. Sonda de 0,2 mm nu trebuie să treacă.
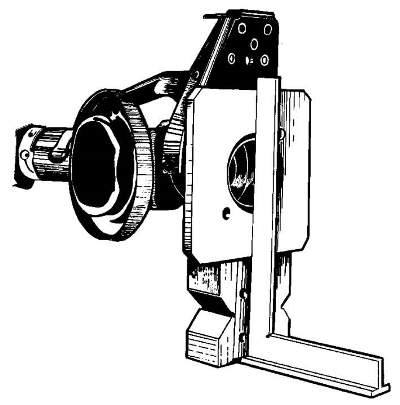
Orez. 3-53. Verificarea deformațiilor orizontale ale grinzii punții spate cu un pătrat pe suprafața exterioară a flanșei A.70172.
Dacă deformația depășește valoarea specificată, îndreptați grinda, urmând instrucțiunile de mai jos.
După efectuarea ajustărilor, clătiți bine fasciculul, curățați dopul magnetic, puneți-l la loc și verificați:
- calitatea sudurilor și etanșeitatea grinzii;
- curatenie in interiorul grinzii (fără bavuri, așchii și reziduuri de ulei) și curățenia ventilatorului fasciculului.
După aceea, vopsiți exteriorul grinzii pentru a o proteja de coroziune.