
Caracteristicile dispozitivului
Dimensiunile principale ale bielei și grupului de piston sunt date în fig. 2-34.
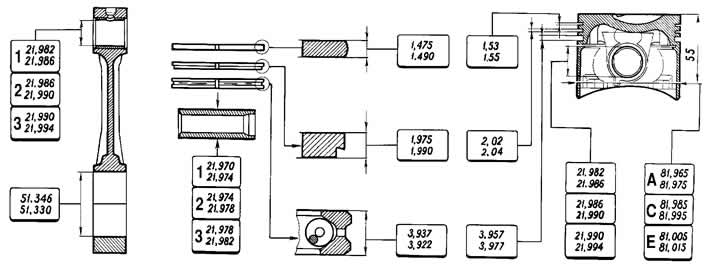
Orez. 2-34. Dimensiunile principale ale bielei și grupului de piston
Pistonul este din aluminiu turnat. În fabricarea masei de pistoane este strict menținută. Prin urmare, la asamblarea motorului, nu este necesară selectarea pistoanelor din același grup în funcție de greutate.
Diametrul exterior al pistoanelor este împărțit în cinci clase (A, B, C, D, E) prin 0,01 mm. Suprafața exterioară a pistonului are o formă complexă. Are formă de butoi în înălțime și ovală în secțiune transversală. Prin urmare, este necesar să se măsoare diametrul pistonului numai într-un plan perpendicular pe bolțul pistonului, la o distanță de 55 mm de coroana pistonului.
În funcție de diametrul găurii pentru bolțul pistonului, pistoanele sunt împărțite în trei clase (1, 2, 3) prin 0,004 mm. Clasele de diametre ale pistonului și alezajele bolțului pistonului sunt ștanțate pe coroana pistonului (orez. 2-35).
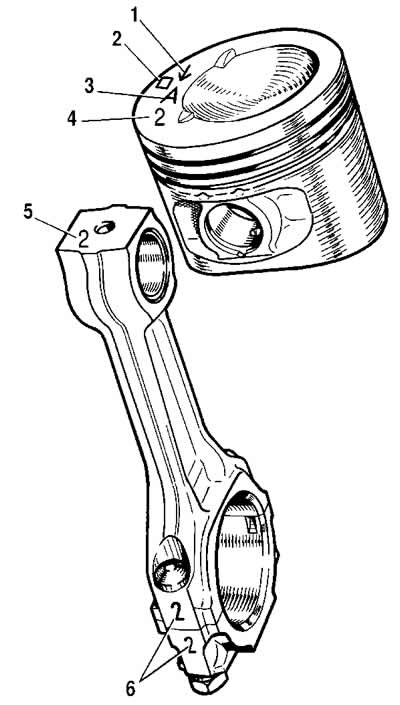
Orez. 2-35. Marcaje pentru piston și biele:
1 - săgeată pentru orientarea pistonului în cilindru;
2 - dimensiunea reparației;
3 - clasa piston;
4 - clasa de orificii pentru bolțul pistonului;
5 - clasa bielei conform orificiului pentru boltul pistonului;
6 - numărul cilindrului.
Pistoanele de dimensiuni de reparație sunt fabricate cu un diametru exterior mărit cu 0,4 și 0,8 mm. Pe partea inferioară a acestor pistoane, marcajele sunt făcute sub formă de triunghi sau pătrat. Un triunghi corespunde unei creșteri a diametrului exterior de 0,4 mm, iar un pătrat corespunde cu 0,8 mm.
Săgeata de pe partea de jos a pistonului arată cum să orientați corect pistonul atunci când este instalat în cilindru. Acesta ar trebui să fie îndreptat către transmisia arborelui cu came.
Bolt de piston - oțel, tubular, tip plutitor, de ex. se rotește liber în boșurile pistonului și bucșa bielei. Știftul este fixat în piston cu două inele de reținere din oțel.
În funcție de diametrul exterior, degetele sunt împărțite în trei clase până la 0,004 mm. Clasa este marcată cu vopsea pe capătul degetului: semnul albastru este primul, semnul verde este al doilea, iar marcajul roșu este a treia clasă.
Segurile de piston sunt realizate din fontă. Inelul de compresie superior este cu o suprafață exterioară cromată în formă de butoi. Tip racletor cu inel de compresie inferior. Inel racletor de ulei - cu margini de lucru cromate si cu arc elicoidal expansiv (expandator).
Pe inelele dimensiunilor reparate se pune marcaj digital «40» sau «80», care corespunde unei creșteri a diametrului exterior de 0,4 sau 0,8 mm.
Biela - otel, forjata. Biela este prelucrată împreună cu capacul și, prin urmare, nu sunt interschimbabile individual. Pentru a nu confunda capacele și bielele în timpul asamblarii, numărul 6 este ștanțat pe ele (vezi fig. 2-35) cilindrul în care sunt instalate. La asamblare, numerele de pe biela și capacul trebuie să fie pe aceeași parte
O bucșă din oțel-bronz este presată în capul superior al bielei. În funcție de diametrul găurii acestei bucșe, bielele sunt împărțite în trei clase până la 0,004 mm (la fel ca pistoanele). Clasa numărul 5 este ștanțată pe capul superior al bielei.
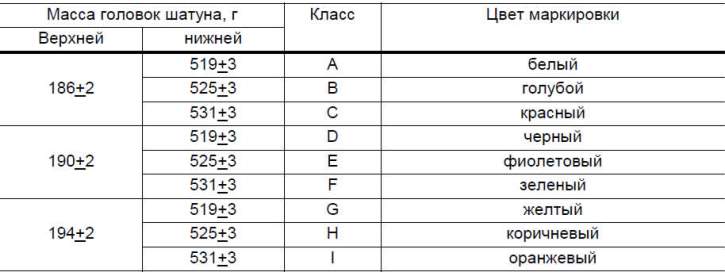
După masa capetelor superioare și inferioare, bielele sunt împărțite în clase (fila. 2-1), marcat cu vopsea pe tija bielei. Pe motor trebuie instalate biele de aceeași clasă de greutate. Puteți ajusta masa bielelor prin îndepărtarea metalului de pe boșurile de pe capete la dimensiunile minime de 16,5 și 35,5 mm (orez. 2-36).
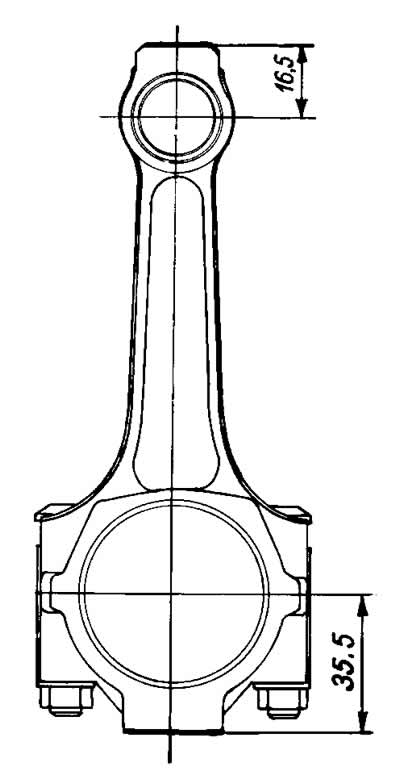
Orez. 2-36. Locuri unde este permisă îndepărtarea metalului, la reglarea masei capetelor de biele superioare și inferioare.
Tabelul 2-1. Clasele de biele în funcție de greutatea capetelor superioare și inferioare
Alegerea pistonului la cilindru
Distanța minimă estimată între piston și cilindru (pentru piese noi) egal cu 0,025-0,045 mm. Este definită ca diferența dintre dimensiunea minimă a cilindrului și dimensiunea maximă a pistonului și este asigurată prin instalarea pistoanelor din aceeași clasă ca și a cilindrilor. Distanța maximă admisă (când piesele sunt uzate) - 0,15 mm.
Dacă un motor uzat are un joc mai mare de 0,15 mm, atunci este necesar să reselectați pistoanele la cilindri, astfel încât jocul să fie cât mai aproape de cel calculat.
Ca piese de schimb sunt furnizate pistoanele din clasele A, C, E. Aceste clase sunt suficiente pentru a selecta un piston pentru orice cilindru în timpul reparației motorului, deoarece pistoanele și cilindrii sunt împărțite în clase cu o suprapunere mică în dimensiune. De exemplu, cilindrii din clasa B și D pot fi echipați cu un piston din clasa C.
Demontarea si montarea
Dezasamblarea. Scoateți inelele știftului pistonului de pe piston, scoateți știftul și deconectați biela de la piston. Scoateți segmentele pistonului.
Șuruburile bielei sunt presate în biela. Prin urmare, pentru a nu perturba potrivirea șurubului în biela, nu este permisă presarea șuruburilor din biele la dezasamblarea motorului și a bielei și a grupului de piston.
Dacă unele părți ale bielei și grupului de piston nu sunt deteriorate și ușor uzate, atunci pot fi reutilizate. Prin urmare, la demontare, marcați-le pentru a asambla pe viitor un grup cu aceleași piese și instalați-le în același cilindru al motorului.
Asamblare. Înainte de asamblare, ridicați un deget de piston și biela. Pentru piesele noi, clasa orificiilor de știft din tija de legătură și piston trebuie să fie identică cu clasa știftului. Pentru piesele uzate, pentru o împerechere corectă, este necesar ca bolțul pistonului, lubrifiat cu ulei de motor, să intre în orificiul pistonului prin apăsarea degetului mare (fig.237) și iese fără probleme sub propria greutate din orificiile bofurilor pistonului, în timp ce se află într-o poziție verticală, așa cum se arată în Figura 2-38. Dacă este necesară o forță suplimentară pentru a împinge știftul pistonului în afara orificiilor șuruburilor pistonului, înlocuiți știftul pistonului cu un grad mai mic.
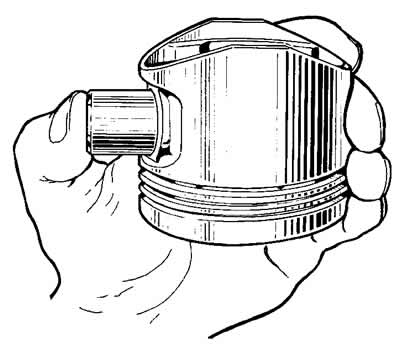
Orez. 2-37. Instalarea bolțului pistonului.
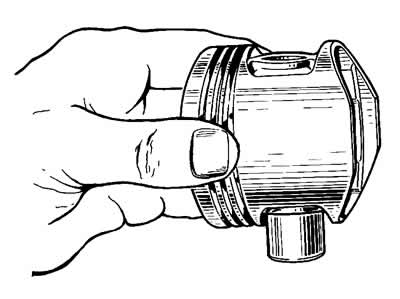
Orez. 2-38. Verificați potrivirea bolțului pistonului.
Dacă un bolț din prima categorie a fost introdus în piston, atunci înlocuiți bolțul pistonului și biela. Asamblarea bielei și a grupului de piston se realizează în ordinea inversă a demontării. După instalarea bolțului pistonului, lubrifiați-l cu ulei de motor prin orificiile din bofurile pistonului.
Instalați segmentele pistonului în următoarea ordine:
- Lubrifiați canelurile pistonului și segmentele pistonului cu ulei de motor. Orientați inelele pistonului astfel încât blocarea inelului de compresie superior să fie la un unghi de 45°față de axa știftului pistonului, blocarea inelului de compresie inferior să fie de aproximativ 180°față de axa de blocare a inelului de compresie superior și blocarea inelului de raclere a uleiului la aproximativ 90°la inelul de compresie superior al axei de blocare
- instalați inelul de compresie inferior cu canelura în jos (vezi fig. 2-36). Dacă inelul este marcat «Top» sau «TOR», apoi instalați inelul cu marcajul în sus (spre partea de jos a pistonului).
Înainte de a instala inelul răzuitor de ulei, verificați dacă îmbinarea expansoarei arcului este situată pe partea opusă blocării inelului.
Verificarea starii tehnice
Curățați pistonul de depunerile de carbon și îndepărtați toate depunerile de pe canalele de lubrifiere ale pistonului și ale bielei.
Verificați cu atenție detaliile. Nu sunt permise fisuri de orice natura pe piston, segmente piston, bolt, pe biela si capacul acesteia. Dacă există urme adânci pe suprafața de lucru a căptușelilor, înlocuiți căptușelile cu altele noi.
Verificați jocul dintre inelele pistonului și canelurile cu un set de calibre, așa cum se arată în fig. 2-39 prin introducerea inelului în canelura corespunzătoare. Decalaj estimat (rotunjit la 0,01 mm) pentru piesele noi este de 0,04-0,07 mm pentru inelul de compresie superior, 0,03-0,06 mm pentru cel inferior si 0,02-0,05 mm pentru racleta de ulei. Intervalele de uzură maxime admise sunt de 0,15 mm.
Orez. 2-39. Verificarea jocului dintre segmentele pistonului și caneluri.
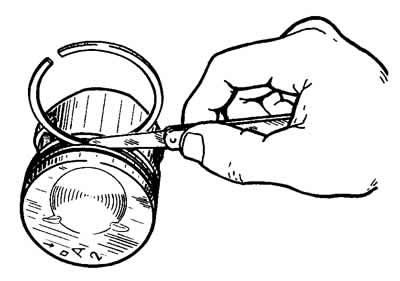
Verificați golul în blocarea inelelor pistonului cu un set de sonde, introducând inelele în cilindru (orez. 2-40), având diametrul orificiului egal cu diametrul nominal al inelului cu o toleranță de±0,003 mm.

Orez. 2-40. Verificarea golului din blocarea inelelor.
Distanța ar trebui să fie între 0,25-0,45 mm pentru toate inelele noi. Distanța maximă de uzură admisă este de 1 mm.