
Locurile deformate ale panourilor sunt îndreptate, de regulă, manual, folosind un instrument special (ciocane, pârghii, dornuri diverse) și instalații.
Îndreptarea încălzită este folosită pentru supărare (contractii) suprafețele panourilor foarte întinse. Pentru a preveni deteriorarea proprietăților mecanice ale metalului, panourile sunt încălzite la 600-650°C (roșu cireș). Diametrul punctului încălzit nu trebuie să depășească 10-15 mm.
Îndreptați panourile cu contracție metalică după cum urmează:
- cu un electrod de carbon al unei mașini de sudură semi-automată sau o torță cu gaz, încălziți punctele metalice de la periferie până în centrul zonei defectuoase și, cu lovituri de ciocan sau ciocan de lemn, deranjați locurile încălzite de pe reversul zona supărată folosind un suport sau nicovală;
- repeta operatiile de incalzire si depunere a metalului pana se obtine suprafata necesara a panoului.
Neregulile din panouri pot fi netezite cu materiale de umplutură din poliester, materiale termoplastice, chituri epoxidice cu întărire la rece și lipire.
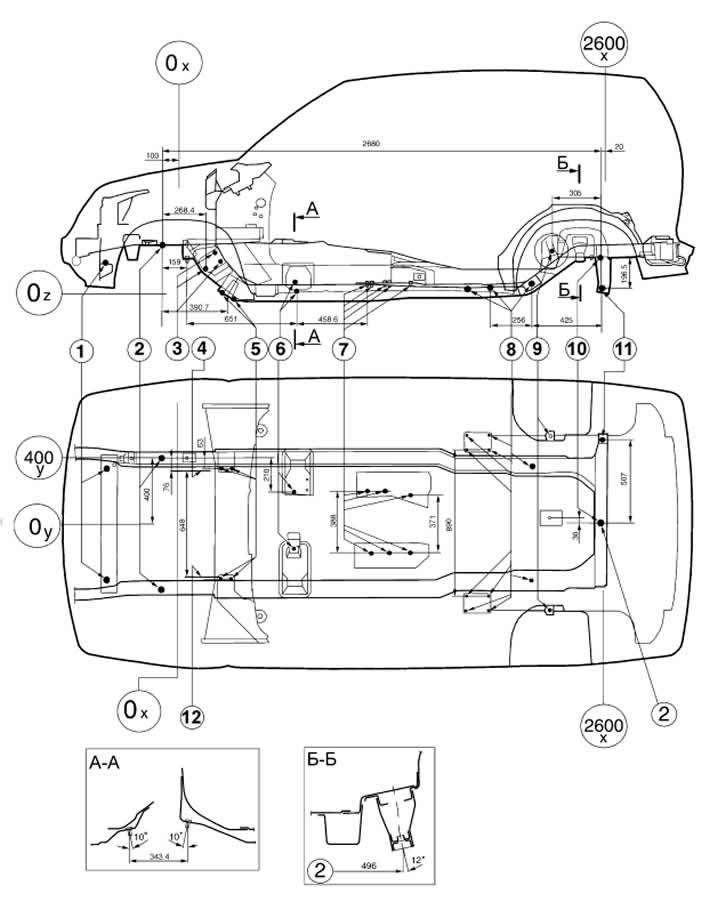
Orez. 8-5. Principalele dimensiuni de referință ale punctelor de atașare ale componentelor și ansamblurilor vehiculului:
1 - orificii pentru instalarea unui radiator;
2 - gauri de baza cu diametrul de 20 mm;
3 - fixarea mecanismului de direcție;
4 - planul de împerechere al suportului brațului pendulului;
5 - suporturi stabilizatoare;
6 - fixarea suportului din spate al unității de alimentare;
7 - fixarea cutiei de transfer;
8 - fixarea bratelor suspensiei spate;
9 - suporturi amortizoare spate;
10 - gaura de baza;
11 - prinderi ale tijei transversale;
12 - planul de împerechere al mecanismului de direcție.
Tip chit poliester «Chempropol-P» sau PE-0085 formează conexiuni fiabile cu panouri curățate pe metal. Temperatura din camera de lucru nu trebuie să fie sub 18°C. Chitul de poliester preparat trebuie folosit în cel mult 10 minute. În cele din urmă se întărește la 60 de minute după aplicare. Grosimea stratului de chit pe suprafața tratată a panoului nu trebuie să depășească 2 mm.
Materialul termoplastic este disponibil sub formă de pulbere. Proprietati elastice necesare aplicarii acestuia pe suprafata metalica a panoului, capata la o temperatura de 150-160°C. Suprafața de umplut trebuie curățată temeinic de rugină, depuneri, vopsea veche și alți contaminanți. Aderența termoplastică este mai bună la suprafețele metalice aspre. Pentru aplicarea termoplasticului, zona de nivelat se încălzește la 170-180°C și se aplică primul strat de pulbere, care se rulează cu o rolă metalică. Apoi se aplică un al doilea strat și așa mai departe până la umplerea rugozității. Fiecare strat este rulat pentru a obține un strat monolit de masă plastică. După întărire, termoplastul este prelucrat cu un ferăstrău de îndreptat.
Lipituri precum POSSu 18-2 sau POSSu 25-2 sunt folosite pentru a nivela zonele umplute anterior cu lipit, pentru a construi marginile pieselor și pentru a elimina golurile.
În cazul deteriorării semnificative a părților corpului, acestea sunt înlocuite cu altele noi utilizând sudarea cu arc electric într-un mediu cu gaz de protecție.