2. Podczas wytaczania cylindrów wszystkie pokrywy łożysk głównych wału korbowego muszą być na swoim miejscu, a śruby pokrywy muszą być dokręcone z określonym momentem obrotowym.
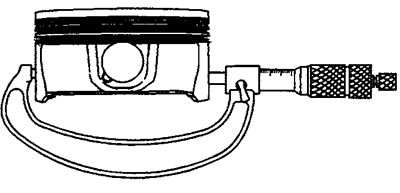
3. Średnica cylindra po wytaczaniu powinna być mniejsza od ostatecznej o 0,03 mm - jest to naddatek na honowanie ścianek cylindra.
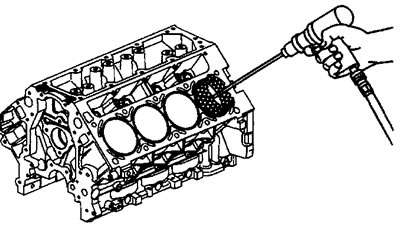
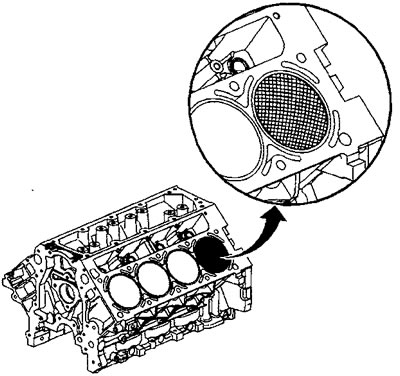
4. Zaleca się honowanie w dwóch etapach, najpierw stosunkowo grubymi kamieniami 100 mesh (0,12 mm), a na końcu kamieniami o oczkach 220-240 (0,05 mm). Siatka honująca powinna być umieszczona pod kątem 45 stopni do osi cylindra. Wierzchołki znaków honowania powinny być wyraźnie widoczne, ale nie mogą mieć ostrych wierzchołków (honowanie płaskie).
5. Po honowaniu oznaczyć tłok numerem cylindra, w którym będzie montowany.
6. Dokładnie przepłucz ścianki cylindra, aż do całkowitego usunięcia ścierniwa.
7. Nasmaruj ściany cylindrów czystym olejem silnikowym, aby zapobiec korozji.
8. Jeśli ponowne rozwiercanie cylindrów w celu naprawy nie jest wymagane, usuń wypolerowane obszary ze ścianek cylindra za pomocą ręcznej osełki.