
Uwaga: Nie używaj sody kaustycznej do czyszczenia bloku cylindrów ze stopu aluminium.
Uwaga: podczas mycia urządzenia w łaźni termalnej nie należy przekraczać temperatury 230°C.
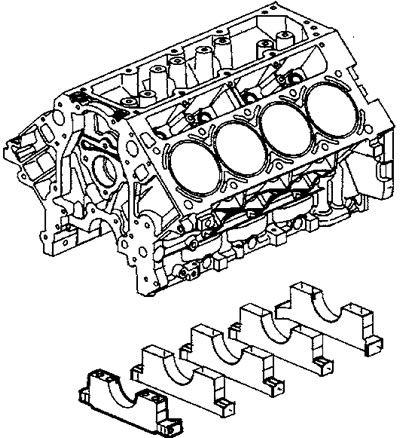
Usuń wszelkie zabrudzenia z powierzchni bloków za pomocą rozpuszczalnika lub kąpieli cieplnej. Zwróć szczególną uwagę na czystość:
- powierzchnie do montażu uszczelek;
- kanały do przepływu cieczy;
- kanały olejowe;
- pokrywy łożysk głównych;
- gwintowane otwory.
Do czyszczenia otworów gwintowanych można użyć gwintowników o odpowiednim rozmiarze.
1. Sprawdź:
- stan ścianek cylindra, szukać nadmiernych zadrapań, otarć lub pierścieniowych wybrzuszeń w obszarze ogranicznika górnego pierścienia uszczelniającego;
- stan płaszcza chłodzącego, szukać pęknięć;
- stan zworek bloku do montażu pokryw łożysk głównych, szukać pęknięć;
- stan powierzchni pod montaż uszczelek, uszczelnień, oringów, szukać rys, śladów przepaleń i innych uszkodzeń;
- stan otworów gwintowanych.
2. Zmierz średnicę cylindra, aby zdecydować, czy przejść do następnego nadwymiaru, patrz specyfikacja.
Dokonać pomiarów w dwóch wzajemnie prostopadłych płaszczyznach oraz w trzech miejscach wzdłuż wysokości walca (BDC, TDC, w połowie skoku). Na podstawie wyników pomiarów określić stopień zużycia, zbieżność i owalność cylindrów. Jeśli średnica, zbieżność i owalność są poza tolerancją w co najmniej jednym cylindrze, ponowne wytaczanie i honowanie wszystkich cylindrów.