
Funkcje urządzenia
Główne wymiary korbowodu i grupy tłoków podano na ryc. 2-34.
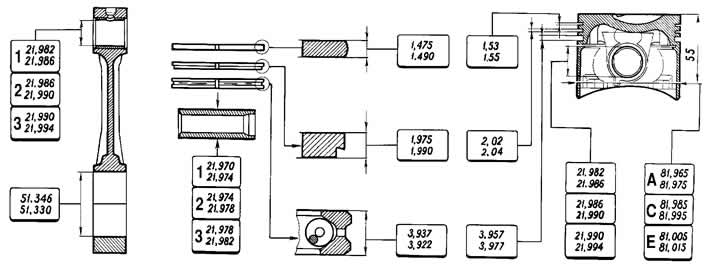
Ryż. 2-34. Główne wymiary korbowodu i grupy tłoków
Tłok jest odlewany z aluminium. W produkcji masa tłoków jest ściśle przestrzegana. Dlatego podczas montażu silnika nie jest wymagane wybieranie tłoków z tej samej grupy wagowo.
Zewnętrzna średnica tłoków jest podzielona na pięć klas (A, B, C, D, E) do 0,01 mm. Zewnętrzna powierzchnia tłoka ma złożony kształt. Ma kształt beczki na wysokości i owalny w przekroju. Dlatego konieczny jest pomiar średnicy tłoka tylko w płaszczyźnie prostopadłej do sworznia tłokowego, w odległości 55 mm od denka tłoka.
W zależności od średnicy otworu na sworzeń tłokowy tłoki dzielą się na trzy klasy (1, 2, 3) do 0,004 mm. Klasy średnic tłoków i otwory sworzni tłokowych są wybite na denku tłoka (Ryż. 2-35).
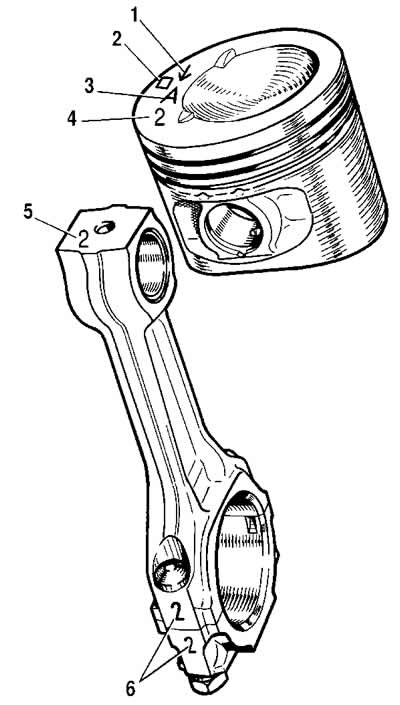
Ryż. 2-35. Oznaczenia tłoka i korbowodu:
1 - strzałka do orientacji tłoka w cylindrze;
2 - rozmiar naprawy;
3 - klasa tłoka;
4 - klasa otworu na sworzeń tłokowy;
5 - klasa korbowodu według otworu na sworzeń tłokowy;
6 - numer cylindra.
Tłoki o wymiarach naprawczych produkowane są ze średnicą zewnętrzną powiększoną o 0,4 i 0,8 mm. Na spodach tych tłoków wykonane są oznaczenia w kształcie trójkąta lub kwadratu. Trójkąt odpowiada zwiększeniu średnicy zewnętrznej o 0,4 mm, a kwadrat odpowiada 0,8 mm.
Strzałka na dole tłoka pokazuje, jak prawidłowo ustawić tłok, gdy jest on zainstalowany w cylindrze. Powinien być skierowany w stronę napędu wałka rozrządu.
Sworzeń tłoka - stalowy, drążony, typu pływającego, tj. obraca się swobodnie w piastach tłoka i tulei korbowodu. Sworzeń jest zamocowany w tłoku za pomocą dwóch stalowych pierścieni ustalających.
W zależności od średnicy zewnętrznej palce są podzielone na trzy klasy do 0,004 mm. Klasa jest oznaczona farbą na końcu palca: niebieski znak to pierwsza, zielony znak to druga, a czerwony znak to trzecia klasa.
Pierścienie tłokowe wykonane są z żeliwa. Górny pierścień dociskowy ma chromowaną zewnętrzną powierzchnię w kształcie beczki. Typ zgarniacza z dolnym pierścieniem dociskowym. Pierścień zgarniający olej - z chromowanymi krawędziami roboczymi i rozprężną sprężyną śrubową (ekspander).
Na pierścieniach rozmiarów naprawczych umieszczone jest oznaczenie cyfrowe «40» Lub «80», co odpowiada zwiększeniu średnicy zewnętrznej o 0,4 lub 0,8 mm.
Korbowód - stalowy, kuty. Korbowód jest obrabiany razem z pokrywą i dlatego nie można ich wymieniać pojedynczo. Aby nie pomylić kołpaków i korbowodów podczas montażu, wybita jest na nich liczba 6 (patrz ryc. 2-35) cylindra, w którym są zainstalowane. Podczas montażu numery na korbowodzie i pokrywie muszą znajdować się po tej samej stronie
Tuleja stalowo-brązowa jest wciskana w górną głowicę korbowodu. W zależności od średnicy otworu tej tulei korbowody są podzielone na trzy klasy do 0,004 mm (podobnie jak tłoki). Numer klasy 5 jest wybity na górnej główce korbowodu.
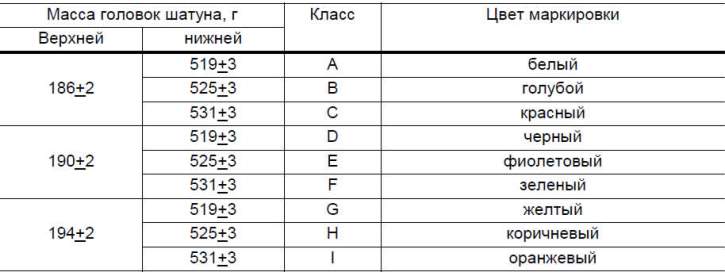
Według masy górnej i dolnej głowicy korbowody są podzielone na klasy (patka. 2-1), oznaczony farbą na pręcie korbowodu. Na silniku muszą być zamontowane korbowody tej samej klasy wagowej. Masę korbowodów można regulować usuwając metal z występów na głowicach do rozmiarów minimalnych 16,5 i 35,5 mm (Ryż. 2-36).
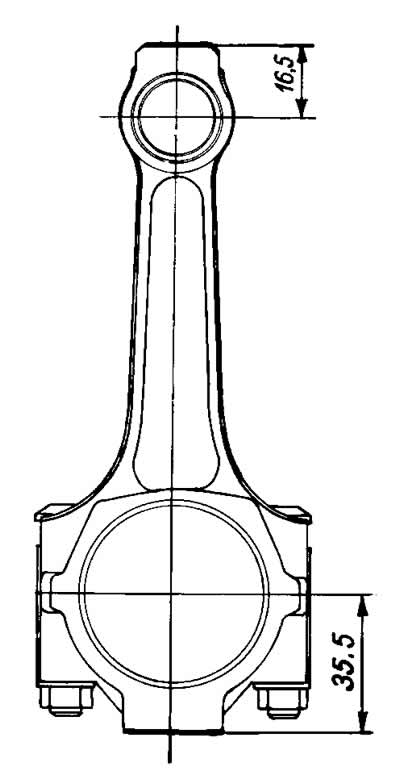
Ryż. 2-36. Miejsca, w których dozwolone jest usuwanie metalu podczas regulacji masy górnej i dolnej głowicy korbowodu.
Tabela 2-1. Klasy korbowodów według masy głowicy górnej i dolnej
Dobór tłoka do cylindra
Szacowany minimalny luz między tłokiem a cylindrem (na nowe części) równa 0,025-0,045 mm. Jest on definiowany jako różnica między minimalnym rozmiarem cylindra a maksymalnym rozmiarem tłoka i jest zapewniony przez zainstalowanie tłoków tej samej klasy co cylindry. Maksymalny dopuszczalny prześwit (gdy części są zużyte) - 0,15 mm.
Jeśli używany silnik ma luz większy niż 0,15 mm, to konieczne jest ponowne dobranie tłoków do cylindrów, aby luz był jak najbardziej zbliżony do obliczonego.
Jako części zamienne dostarczane są tłoki klas A, C, E. Klasy te są wystarczające do doboru tłoka do dowolnego cylindra podczas naprawy silnika, ponieważ tłoki i cylindry są podzielone na klasy o niewielkim nakładaniu się wielkości. Na przykład cylindry klasy B i D mogą być wyposażone w tłok klasy C.
Demontaż i montaż
Demontaż. Zdejmij pierścienie zabezpieczające sworznia tłokowego z tłoka, wyjmij sworzeń i odłącz korbowód od tłoka. Zdejmij pierścienie tłokowe.
Śruby korbowodu są wciskane w korbowód. Dlatego, aby nie zakłócać pasowania śruby w korbowodzie, nie wolno wyciskać śrub z korbowodów podczas demontażu silnika oraz korbowodu i grupy tłoków.
Jeśli niektóre części korbowodu i grupy tłoków nie są uszkodzone i lekko zużyte, można je ponownie wykorzystać. Dlatego podczas demontażu należy je oznaczyć, aby w przyszłości złożyć grupę z tymi samymi częściami i zamontować je w tym samym cylindrze silnika.
Montaż. Przed montażem podnieś palec do tłoka i korbowodu. W przypadku nowych części klasa otworów na sworzeń w korbowodzie i tłoku musi być identyczna z klasą sworznia. W przypadku części używanych, dla prawidłowego dopasowania konieczne jest, aby sworzeń tłokowy nasmarowany olejem silnikowym od wciśnięcia kciuka wszedł w otwór tłoka (rys.237) i płynnie wychodzić pod własnym ciężarem z otworów piast tłoków, będąc w pozycji pionowej, jak pokazano na rysunku 2-38. Jeśli do wypchnięcia sworznia tłokowego z otworów w piaście tłoka wymagana jest dodatkowa siła, wymień sworzeń tłokowy na mniejszy.
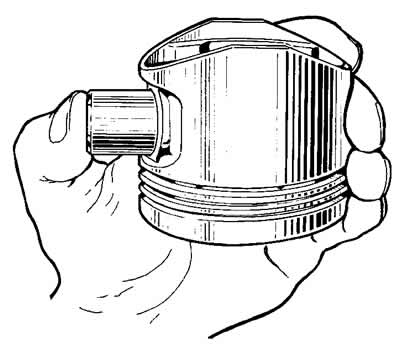
Ryż. 2-37. Montaż sworznia tłokowego.
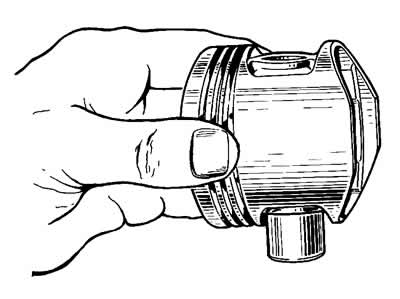
Ryż. 2-38. Sprawdź dopasowanie sworznia tłoka.
Jeśli do tłoka włożono sworzeń pierwszej kategorii, należy wymienić sworzeń tłokowy i korbowód. Montaż korbowodu i grupy tłoków odbywa się w odwrotnej kolejności do demontażu. Po zamontowaniu sworznia tłokowego nasmaruj go olejem silnikowym przez otwory w piastach tłoka.
Zamontować pierścienie tłokowe w następującej kolejności:
- Nasmaruj rowki tłoka i pierścienie tłokowe olejem silnikowym. Ustaw pierścienie tłokowe tak, aby blokada górnego pierścienia dociskowego znajdowała się pod kątem 45°do osi sworznia tłokowego, dolna blokada pierścienia dociskowego była pod kątem około 180°do osi blokady górnego pierścienia dociskowego, a blokada pierścienia zgarniającego olej była pod kątem około 90°do górnego pierścienia dociskowego osi blokady
- zamontować dolny pierścień dociskowy rowkiem w dół (patrz ryc. 2-36). Jeśli pierścień jest zaznaczony «Szczyt» Lub «SŁUP», a następnie załóż pierścień ze znacznikiem do góry (do dna tłoka).
Przed zamontowaniem pierścienia zgarniającego olej należy sprawdzić, czy złącze rozpieracza sprężyny znajduje się po stronie przeciwnej do blokady pierścienia.
Sprawdzenie stanu technicznego
Oczyść tłok z osadów węglowych i usuń wszystkie osady z kanałów smarowania tłoka i korbowodu.
Sprawdź dokładnie szczegóły. Pęknięcia jakiegokolwiek rodzaju na tłoku, pierścieniach tłokowych, sworzniu, korbowodzie i jego osłonie są niedozwolone. Jeśli na powierzchni roboczej wkładek znajdują się głębokie ślady, wymień wkładki na nowe.
Sprawdź luz między pierścieniami tłoka i rowkami za pomocą zestawu szczelinomierzy, jak pokazano na rys. 2-39, wkładając pierścień w odpowiedni rowek. Szacunkowa luka (zaokrąglone do 0,01 mm) dla nowych części jest to 0,04-0,07 mm dla górnego pierścienia dociskowego, 0,03-0,06 mm dla dolnego i 0,02-0,05 mm dla zgarniacza oleju. Maksymalne dopuszczalne szczeliny zużycia wynoszą 0,15 mm.
Ryż. 2-39. Sprawdzenie luzu między pierścieniami tłokowymi a rowkami.
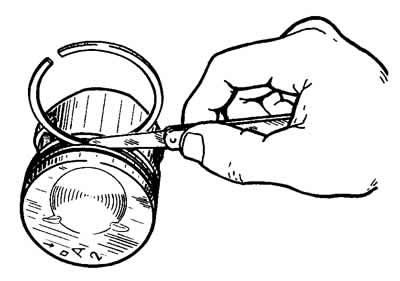
Sprawdź szczelinę w zamku pierścieni tłokowych za pomocą zestawu sond, wkładając pierścienie do cylindra (Ryż. 2-40), o średnicy otworu równej nominalnej średnicy pierścienia z tolerancją±0,003 mm.

Ryż. 2-40. Sprawdzanie szczeliny w zamku pierścieni.
Szczelina powinna mieścić się w granicach 0,25-0,45 mm dla wszystkich nowych pierścieni. Maksymalny dopuszczalny luz zużycia wynosi 1 mm.