
Zdeformowane miejsca paneli są z reguły prostowane ręcznie za pomocą specjalnego narzędzia (młotki, dźwignie, różne trzpienie) i wyposażenie.
Podgrzane prostowanie służy do spęczania (skurcze) mocno rozciągnięte powierzchnie paneli. Aby zapobiec pogorszeniu właściwości mechanicznych metalu, panele są podgrzewane do temperatury 600-650°C (wiśniowo-czerwony). Średnica nagrzanego miejsca nie powinna przekraczać 10-15 mm.
Wyprostuj panele ze skurczem metalu w następujący sposób:
- elektrodą węglową spawarki półautomatycznej lub palnika gazowego podgrzać metalowe punkty od obwodu do środka uszkodzonego obszaru i uderzeniami drewnianego pobijaka lub młotka wywrócić nagrzane miejsca na odwrotnej stronie zdenerwowany obszar za pomocą podpory lub kowadła;
- powtarzać operacje nagrzewania i osadzania metalu, aż do uzyskania wymaganej powierzchni płyty.
Nierówności w panelach można wyrównać szpachlówkami poliestrowymi, termoplastami, szpachlówkami epoksydowymi zimnoutwardzalnymi oraz lutowaniem.
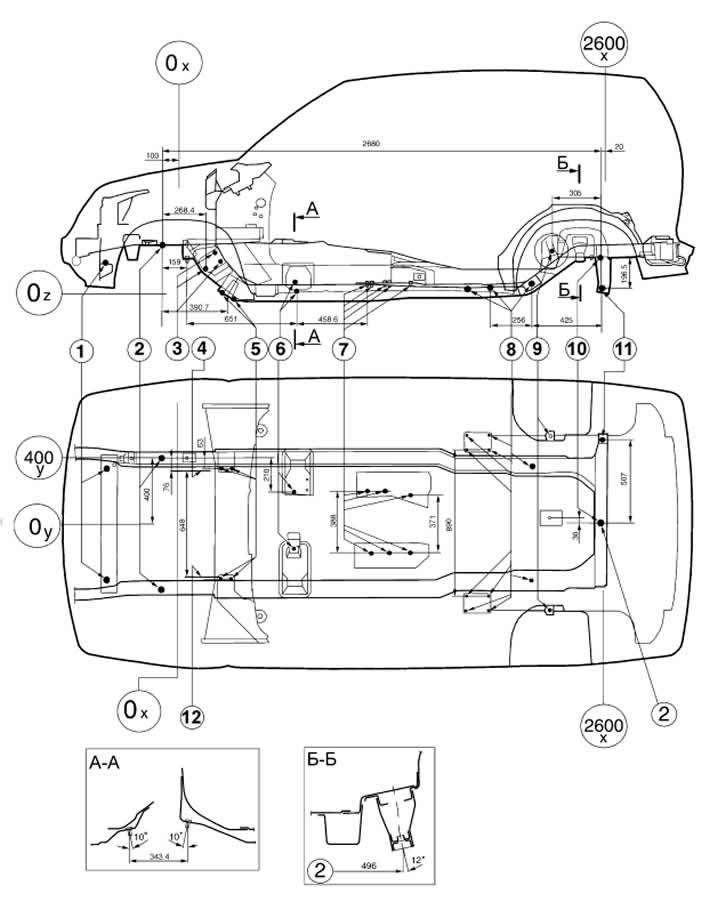
Ryż. 8-5. Główne wymiary odniesienia punktów mocowania części i zespołów pojazdu:
1 - otwory do montażu grzejnika;
2 - otwory podstawy o średnicy 20 mm;
3 - mocowanie mechanizmu kierowniczego;
4 - płaszczyzna łączenia wspornika wahadła;
5 - mocowania stabilizatora;
6 - mocowania tylnego wspornika jednostki napędowej;
7 - mocowanie skrzyni rozdzielczej;
8 - mocowanie wahaczy tylnych;
9 - mocowania amortyzatorów tylnych;
10 - otwór podstawy;
11 - mocowania pręta poprzecznego;
12 - płaszczyzna współpracująca mechanizmu kierowniczego.
Rodzaj szpachlówki poliestrowej «Chempropol-P» lub PE-0085 tworzą niezawodne połączenia z panelami oczyszczonymi do metalu. Temperatura w pomieszczeniu roboczym nie powinna być niższa niż 18°C. Przygotowaną szpachlówkę poliestrową należy zużyć w czasie nie dłuższym niż 10 minut. Ostatecznie twardnieje po 60 minutach od nałożenia. Grubość warstwy szpachli na obrabianej powierzchni płyty nie powinna przekraczać 2 mm.
Tworzywo termoplastyczne jest dostępne w postaci proszku. Właściwości sprężyste niezbędne do nałożenia go na metalową powierzchnię płyty nabywa w temperaturze 150-160°C. Powierzchnia przeznaczona do szpachlowania musi być dokładnie oczyszczona z rdzy, zgorzeliny, starej farby i innych zanieczyszczeń. Przyczepność termoplastyczna jest lepsza do szorstkich powierzchni metalowych. Aby nałożyć tworzywo termoplastyczne, wyrównywana powierzchnia jest podgrzewana do temperatury 170-180°C i nakładana jest pierwsza warstwa proszku, którą wałkuje się metalowym wałkiem. Następnie nakładana jest druga warstwa i tak dalej, aż do wypełnienia nierówności. Każda warstwa jest walcowana w celu uzyskania monolitycznej warstwy masy plastycznej. Po utwardzeniu tworzywo termoplastyczne jest obrabiane za pomocą piły prostującej.
Luty takie jak POSSu 18-2 czy POSSu 25-2 służą do wyrównywania miejsc uprzednio wypełnionych lutem, nadbudowy krawędzi części oraz likwidacji szczelin.
W przypadku znacznych uszkodzeń części karoserii wymieniane są na nowe metodą spawania łukiem elektrycznym w atmosferze gazu osłonowego.