
Az eszköz jellemzői
A hengerblokk fő méretei az 1. ábrán láthatók. 2-30.
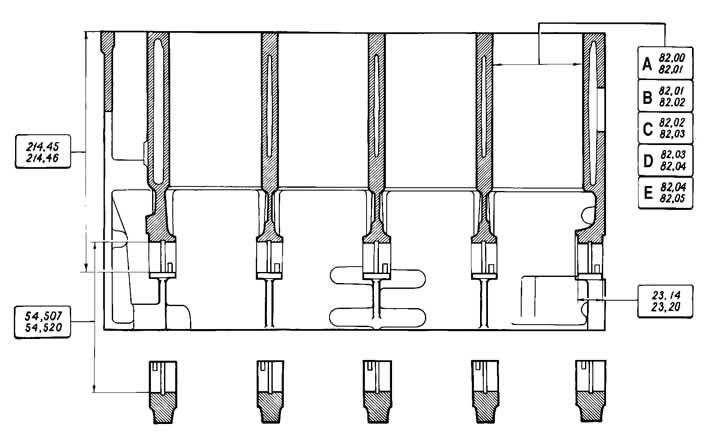
Rizs. 2-30. A hengerblokk fő méretei.
A hengerblokk speciális alacsony ötvözetű öntöttvasból van öntve. A hengerátmérők öt osztályba vannak osztva 0,01 mm-ig, amelyeket A, B, C, D, E betűk jelölnek. A hengerosztály a hengerblokk alsó síkjára van felvéve (rizs. 2-31).
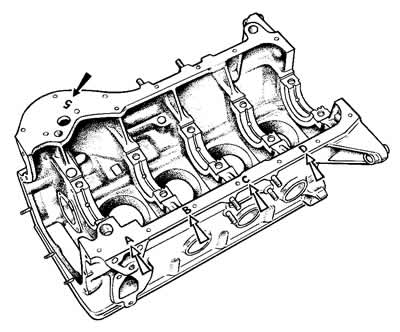
Rizs. 2-31. Hengerméret jelölés a blokkon.
Lehetőség van hengerek fúrására javítódugattyúkhoz, amelyek átmérője 0,4 és 0,8 mm-rel megnövelt.
A fő csapágyfedelek a hengertömbbel együtt vannak megmunkálva. Ezért nem cserélhetők fel, és a külső felületükön megkülönböztethető kockázatok vannak (lásd az ábrát. 2-19).
Műszaki állapot ellenőrzése és javítása
Vizsgálat. Alaposan mossa le a hengerblokkot és tisztítsa meg az olajjáratokat. Fújás és sűrített levegővel való szárítás után ellenőrizze a hengerblokkot. Repedések a csapágyakban vagy a hengerblokk egyéb helyein nem megengedettek.
Ha felmerül a gyanú, hogy hűtőfolyadék került a forgattyúházba, akkor ellenőrizze a hengerblokk tömítettségét egy speciális állványon. Ehhez a hengerblokk hűtőköpenyében lévő lyukak betömése után fecskendezzen bele szobahőmérsékletű vizet 0,3 MPa nyomáson (3 kgf/cm2). Két percen belül nem szabad szivárognia a víznek a hengerblokkból.
Ha olaj kerül a hűtőfolyadékba, akkor a motor teljes szétszerelése nélkül ellenőrizze, hogy nincsenek-e repedések a hengerblokkban az olajcsatornák területén. Ehhez engedje le a hűtőfolyadékot a hűtőrendszerből, vegye le a hengerfejet, töltse fel vízzel a hengerblokk hűtőköpenyét, és sűrített levegővel táplálja a hengerblokk függőleges olajcsatornáját. Ha légbuborékok jelennek meg a hűtőköpenyt megtöltő vízben, cserélje ki a hengerblokkot.
Ellenőrizze a hengerblokk osztott síkját a fejjel egy vonalzó és egy hézagmérő készlet segítségével. A vonalzót a sík átlói mentén és középen hosszirányban és keresztben kell felszerelni. A lapossági tűrés nem haladhatja meg a 0,1 mm-t.
Henger javítás. Ellenőrizze, hogy a hengerek kopása meghaladja-e a megengedett legnagyobb értéket - 0,15 mm.
A henger átmérőjét furatmérővel mérjük (rizs. 2-32) négy zónában, a motor hossz- és keresztirányában egyaránt (rizs. 2-33). A tolómérő nullára állításához mikrométert használnak.
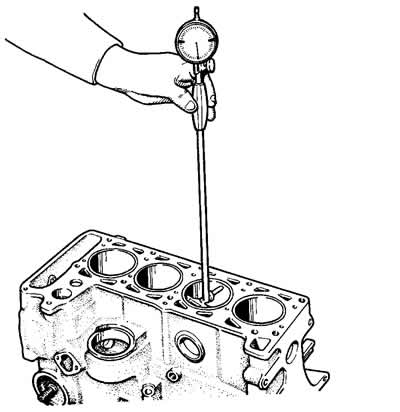
Rizs. 2-32. Mérőhengerek furatmérővel:
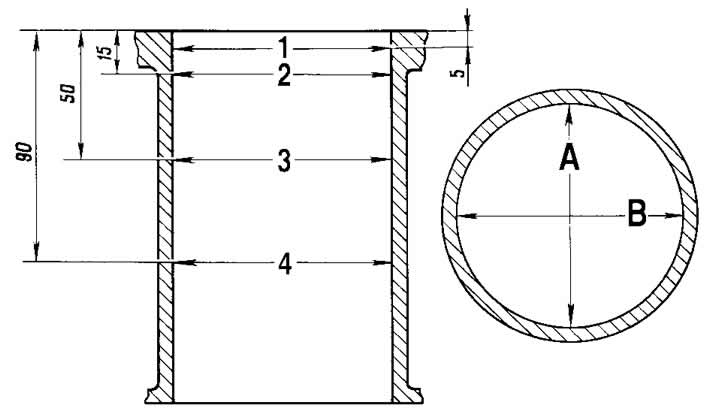
Rizs. 2-33. Henger mérési séma:
A és B - mérési irányok;
1, 2, 3 és 4 - övszámok.
Az 1. szíjzónában a hengerek gyakorlatilag nem kopnak. Ezért az első és a többi zóna mérési különbségei alapján meg lehet ítélni a hengerkopás mértékét.
Ha a maximális kopás meghaladja a 0,15 mm-t, fúrja ki a hengereket a legközelebbi javítási méretig, és hagyjon 0,03 mm ráhagyást a hónolás átmérőjére. Ezután a hengerek csiszolása, olyan átmérő tartása, hogy a kiválasztott javítódugattyú beszerelésekor a becsült hézag a henger és a henger között 0,025-0,045 mm legyen.