
Ellenőrizze az ütközőcsavar állapotát 3 (lásd az ábrát. 6-21), 6-os rugók, 7-es nyomófej és 5-ös repedések. Ha szükséges, cserélje ki a sérült alkatrészeket újakra.
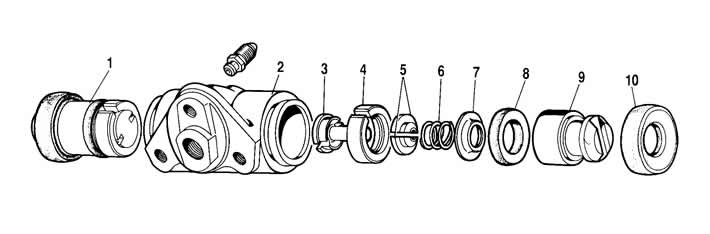
Rizs. 6-21. Kerékhenger részletei:
1 - dugattyúszerelvény;
2 - hengertest;
3 - ütközőcsavar;
4 - tológyűrű;
5 - keksz;
6 - rugó;
7 - támasztó csésze;
8 - tömítőanyag;
9 - dugattyú;
10 - védőkupak.
Cserélje ki a 8-as tömítéseket újakra. Ellenőrizze a 10 védősapkák állapotát, és szükség esetén cserélje ki.
Ellenőrizze a felső és az alsó kapcsolórugók rugalmasságát; szükség esetén cserélje ki őket.
Párnák. Ellenőrizze a bélések tisztaságát, ha szennyeződést vagy zsírnyomokat talál, óvatosan tisztítsa meg a béléseket drótkefével és öblítse le ásványi alkohollal, emellett ellenőrizze, hogy nincs-e zsírszivárgás a dob belsejében; hibaelhárítás.
Óvatosan ellenőrizze a betéteket, ellenőrizze, hogy nincs-e deformáció vagy sérülés a párnákon - forgácsok, repedések, a keret leválása.
Mérje meg a fékbetét fennmaradó vastagságát egy nóniuszos féknyereggel (rizs. 6-22).
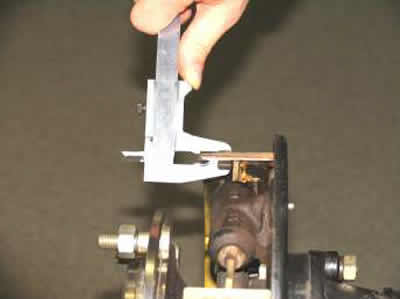

Rizs. 6-22. A fékbetétek vastagságának mérése
A hátsó fékbetétek egyenetlenül kopnak, ezért a méréseket több helyen kell elvégezni a legkisebb vastagsággal.
Cserélje ki a betéteket újakra, ha a betét vastagsága kisebb, mint 2 mm.
30 000 km-nél nagyobb futásteljesítményű autó üzemeltetésekor minden karbantartáskor ellenőrizni kell a fékbetétek kopásának mértékét. A kopás előzetes felmérése a fékpajzson lévő ellenőrző nyíláson keresztül végezhető el, a gumidugó eltávolításával. A pontosabb értékeléshez szükséges a fékdob szétszerelése.
Fékdobok. Vizsgálja meg a fékdobokat. Ha a munkafelületen mély karcolások vagy a kerekségtől való eltérések vannak, fúrja ki a dobokat. Ezután a gépen csiszoló finomszemcsés rudakkal őröljük. Ez növeli a burkolatok tartósságát, és javítja a fékezés egyenletességét és hatékonyságát.
A fékdob kopásának vagy kerekedésének mértéke a megfelelő hosszabbítórudakkal felszerelt belső mérőműszerrel pontosan mérhető. A fékdob kopását vagy gömbölyűségét a megmunkált felület belső átmérőjével kell mérni a fékdob kerülete körüli 90°-os osztásközökben lévő szektorokban.
Ha a fékdob meghaladja a megadott kerekségi határértéket, köszörülje meg újra. Az átmérők mérésekor a különbség maximális értéke nem haladhatja meg a 0,1 mm-t.
A dob névleges átmérőjének legnagyobb megengedett növekedése (250 mm) esztergálás és köszörülés után 1 mm. Ennek a tűréshatárnak szigorúan be kell tartania, ellenkező esetben a dob szilárdsága, valamint a fékezés hatékonysága sérül a dob merevségének csökkenése miatt.
A dob belső átmérőjének kopása miatti határátmérő nem haladhatja meg a 251,6 mm-t.