2. Prilikom bušenja cilindara, sve kapice glavnih ležajeva radilice moraju biti na mjestu, vijci kapice moraju biti zategnuti na navedeni moment.
3. Promjer cilindra nakon bušenja trebao bi biti manji od konačnog za 0,03 mm - to je dodatak za brušenje stijenki cilindra.
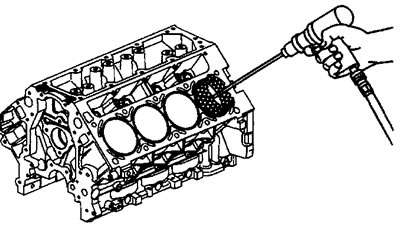
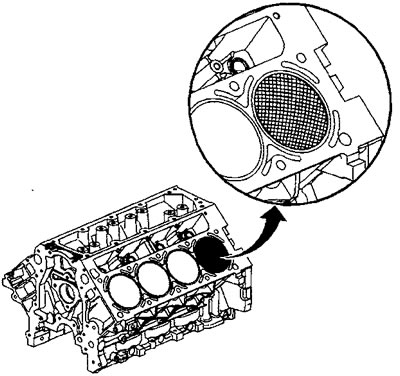
4. Preporuča se honanje u dva koraka, prvo s relativno grubim kamenjem od 100 oka (0,12 mm), zatim na kraju s kamenjem od 220-240 oka (0,05 mm). Rešetka za brušenje treba biti smještena pod kutom od 45 stupnjeva u odnosu na os cilindra. Vrhovi tragova honanja trebaju biti jasno vidljivi, ali ne smiju imati oštre vrhove (honing ravnog vrha).
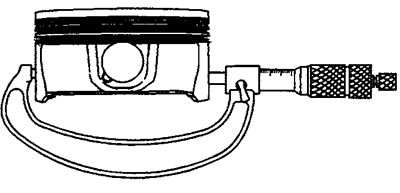
5. Nakon honanja označite klip brojem cilindra gdje će biti ugrađen.
6. Temeljito isperite stijenke cilindra sve dok abraziv potpuno ne uklonite.
7. Podmažite stijenke cilindra čistim motornim uljem kako biste spriječili hrđu.
8. Ako ponovno bušenje cilindara na veličinu popravka nije potrebno, uklonite polirana područja sa stijenki cilindra ručnim brušenjem.