
Provjerite stanje graničnog vijka 3 (vidi sl. 6-21), opruge 6, potisnu čašicu 7 i krekere 5. Ako je potrebno, zamijenite oštećene dijelove novima.
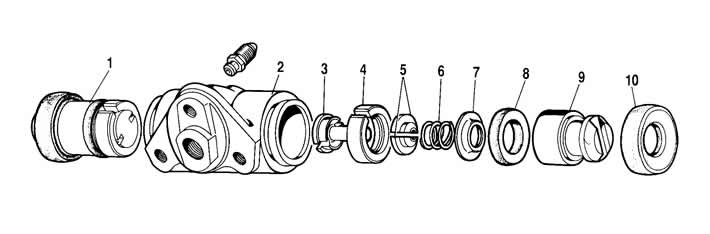
sl. 6-21. Dijelovi cilindra kotača:
1 - sklop klipa;
2 - tijelo cilindra;
3 - granični vijak;
4 - potisni prsten;
5 - krekeri;
6 - opruga;
7 - potporna čašica;
8 - brtvilo;
9 - klip;
10 - zaštitna kapa.
Zamijenite brtve 8 novima. Provjerite stanje zaštitnih kapica 10 i zamijenite ih ako je potrebno.
Provjerite elastičnost gornje i donje spojne opruge; zamijenite ih ako je potrebno.
Jastučići. Provjerite čistoću obloga, ako nađete prljavštinu ili tragove masti, pažljivo očistite obloge žičanom četkom i isperite mineralnim alkoholom, osim toga provjerite curi li mast unutar bubnja; rješavanje problema.
Pažljivo pregledajte jastučiće, provjerite postoje li deformacije ili oštećenja na jastučićima - strugotine, pukotine, odvajanje od okvira.
Izmjerite preostalu debljinu kočione obloge pomoću čeljusti s nonijusom (riža. 6-22).
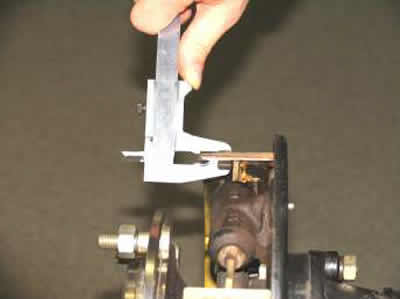

sl. 6-22. Mjerenje debljine kočione pločice
Obloge stražnjih kočnica troše se neravnomjerno, pa se mjerenja moraju obaviti na nekoliko mjesta s najmanjom debljinom.
Zamijenite jastučiće novima ako je debljina jastučića manja od 2 mm.
Prilikom upravljanja automobilom s kilometražom većom od 30.000 km potrebno je pri svakom održavanju provjeriti stupanj istrošenosti kočionih pločica. Preliminarna procjena istrošenosti može se izvršiti kroz kontrolni otvor u štitniku kočnice uklanjanjem gumenog čepa. Za točniju procjenu potrebno je demontirati kočioni bubanj.
Kočioni bubnjevi. Pregledajte bubnjeve kočnica. Ako na radnoj površini ima dubokih ogrebotina ili odstupanja od okruglosti, probušite bubnjeve. Zatim brusite na stroju abrazivnim sitnozrnatim šipkama. To će povećati izdržljivost obloga i poboljšati ujednačenost i učinkovitost kočenja.
Stupanj istrošenosti ili neokruglosti bubnja kočnice može se točno izmjeriti unutarnjim mjeračem opremljenim odgovarajućim produžnim šipkama. Istrošenost ili zaobljenost kočnog bubnja treba mjeriti unutarnjim promjerom strojno obrađene površine u sektorima u intervalima od 90°oko oboda bubnja.
Ako bubanj kočnice premaši navedenu granicu okruglosti, ponovno ga izbrusite. Maksimalna vrijednost razlike pri mjerenju promjera ne smije biti veća od 0,1 mm.
Najveće dopušteno povećanje nazivnog promjera bubnja (250 mm) nakon tokarenja i brušenja 1 mm. Granice ove tolerancije moraju se strogo poštivati, inače se narušava čvrstoća bubnja, kao i učinkovitost kočenja zbog smanjenja krutosti bubnja.
Granični promjer kao rezultat trošenja unutarnjeg promjera bubnja ne smije biti veći od 251,6 mm.