
Deformirana mjesta ploča izravnavaju se, u pravilu, ručno pomoću posebnog alata (čekići, poluge, razni trnovi) i čvora.
Grijano ravnanje koristi se za uzrujavanje (kontrakcije) visoko istegnute površine panela. Kako bi se spriječilo pogoršanje mehaničkih svojstava metala, ploče se zagrijavaju na 600-650°C (trešnja crvena). Promjer grijane točke ne smije biti veći od 10-15 mm.
Ispravite ploče s metalnim skupljanjem na sljedeći način:
- ugljičnom elektrodom poluautomatskog aparata za zavarivanje ili plinskim plamenikom zagrijte metalne točke od periferije do središta neispravnog područja i udarcima drvenog bata ili čekića izbodite zagrijana mjesta na poleđini uzrujano područje pomoću potpore ili nakovnja;
- ponavljati operacije zagrijavanja i taloženja metala dok se ne dobije potrebna površina ploče.
Neravnine na pločama mogu se izravnati poliesterskim punilima, termoplastima, hladno stvrdnjavajućim epoksidnim kitovima i lemljenjem.
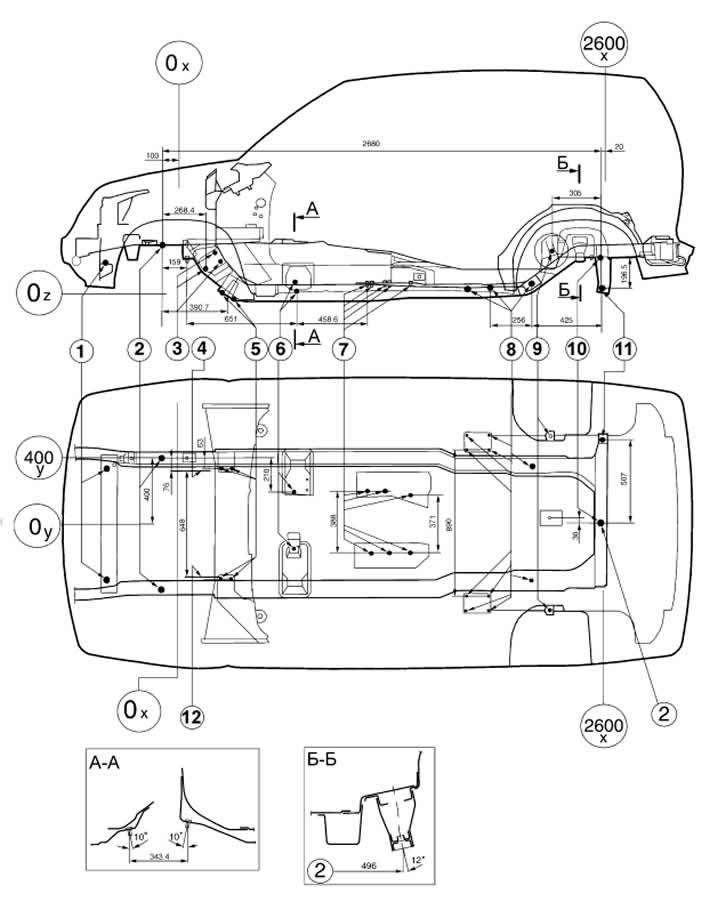
sl. 8-5. Glavne referentne dimenzije točaka pričvršćivanja komponenti i sklopova vozila:
1 - rupe za ugradnju radijatora;
2 - osnovne rupe promjera 20 mm;
3 - pričvršćivanje mehanizma za upravljanje;
4 - ravnina spajanja nosača kraka njihala;
5 - nosači stabilizatora;
6 - pričvršćivanje stražnjeg nosača agregata;
7 - pričvršćivanje kućišta prijenosa;
8 - pričvršćivanje krakova stražnjeg ovjesa;
9 - nosači stražnjih amortizera;
10 - rupa za bazu;
11 - pričvršćivanje poprečne šipke;
12 - ravnina spajanja mehanizma za upravljanje.
Poliester tip kita «Chempropol-P» ili PE-0085 tvore pouzdane veze s pločama očišćenim do metala. Temperatura u radnoj prostoriji ne smije biti ispod 18°C. Pripremljeni poliesterski kit ne smije se potrošiti više od 10 minuta. Konačno se stvrdnjava 60 minuta nakon nanošenja. Debljina sloja kita na obrađenoj površini ploče ne smije biti veća od 2 mm.
Termoplast je dostupan u obliku praha. Elastična svojstva potrebna za nanošenje na metalnu površinu panela poprima na temperaturi od 150-160°C. Površina koju treba ispuniti mora biti temeljito očišćena od hrđe, kamenca, stare boje i drugih nečistoća. Termoplastično prianjanje je bolje na grube metalne površine. Za nanošenje termoplasta površina koja se izravnava zagrijava se na 170-180°C i nanosi se prvi sloj praha koji se valja metalnim valjkom. Zatim se nanosi drugi sloj i tako sve dok se ne popune neravnine. Svaki sloj se valja kako bi se dobio monolitni sloj plastične mase. Nakon stvrdnjavanja, termoplast se obrađuje pilom za ravnanje.
Lemovi kao što su POSSu 18-2 ili POSSu 25-2 koriste se za izravnavanje područja prethodno ispunjenih lemom, nadogradnju rubova dijelova i uklanjanje praznina.
U slučaju značajnih oštećenja dijelova karoserije, oni se zamjenjuju novima pomoću elektrolučnog zavarivanja u okruženju zaštitnog plina.