
Rastavljanje
1. Uklonite vijak (1) nosači uljnih mlaznica (2) (tri mjesta).
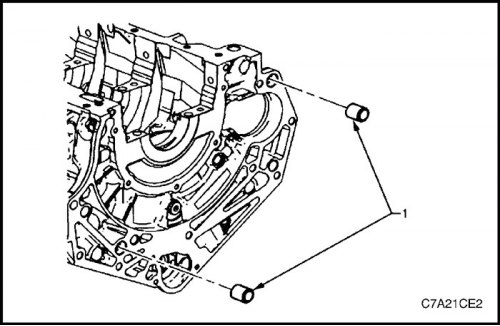
2. Uklonite pribadače (1) za ugradnju korita ulja na blok cilindra i prednjeg raširenog čepa (2) uljni kanal bloka cilindra red 1.
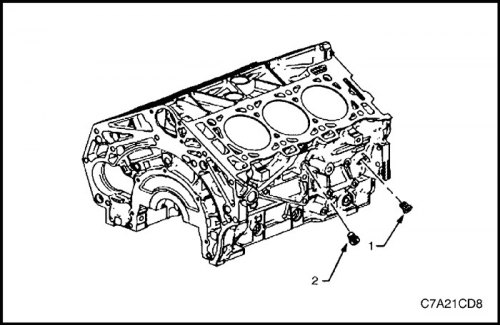
3. Uklonite bočni čep (1) niz 1 blok cilindra prolaz za ulje i čep (2) odvodni otvor za rashladnu tekućinu.
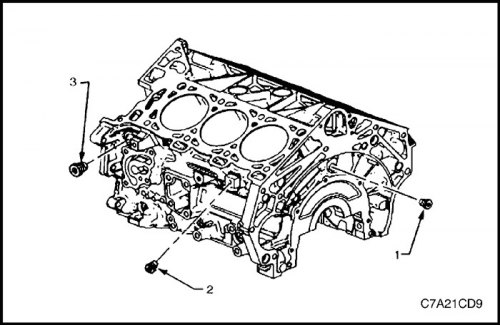
4. Uklonite stražnji vijak (1) uljni kanal, bočni vijak (2) otvor za odvod rashladne tekućine za stranu cilindra 2 i čep s lijevom stranom (3) naftni kanal.
Pažnja! Prilikom uklanjanja čepova rashladne tekućine koji se šire, nemojte primjenjivati silu prema dolje kako ne biste oštetili blok cilindra.
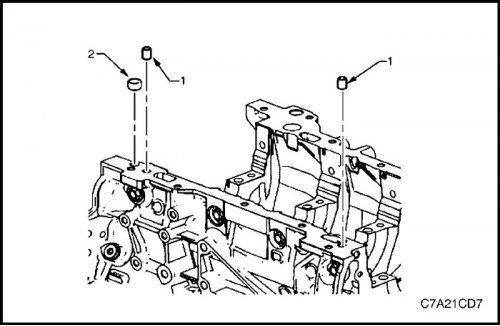
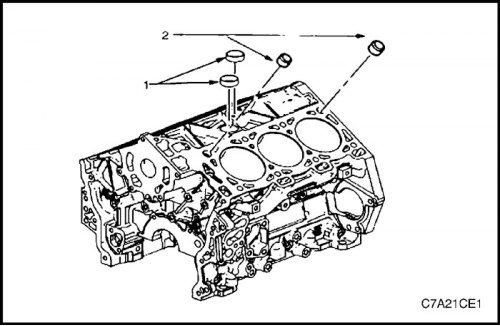
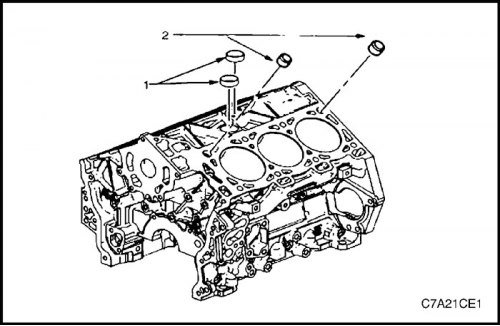
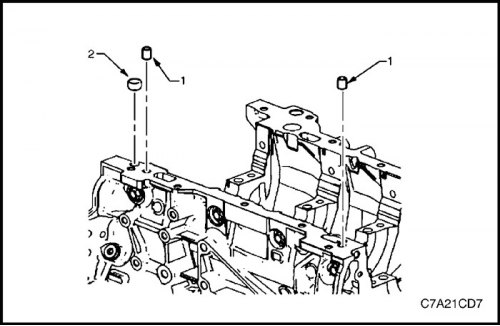
5. Uklonite raširene čepove rashladne tekućine (1) i igle (2) za montažu glave cilindra na blok cilindra.
6. Uklonite pribadače (1) za montažu mjenjača na blok cilindra.
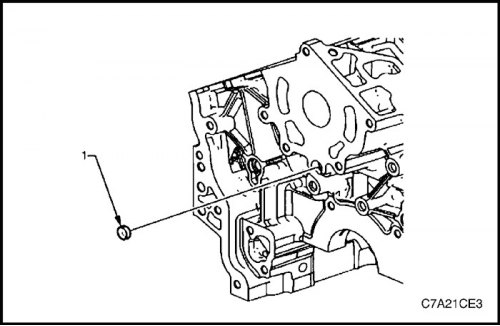
7. Uklonite prednji čep za proširenje (1) naftni kanal.
Čisto
1. U potpunosti uklonite brtvilo za navoje, brtveni materijal i brtvilo pomoću standardnog drvenog ili plastičnog strugala.
2. Očistite sva sljedeća područja odgovarajućim otapalom:
- Brtvene površine
- kanali rashladne tekućine,
- naftni kanali,
- nosivi nosači.
3. Očistite sve navoje i prolazne rupe odgovarajućim otapalom.
4. Osušite blok cilindra komprimiranim zrakom.
Inspekcija
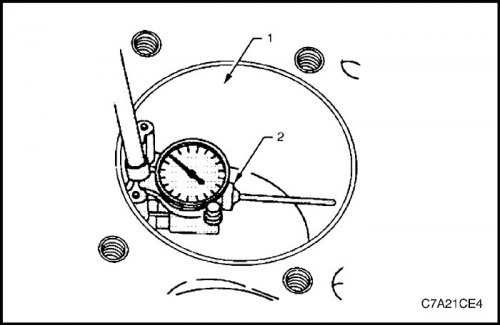
Mjerni promjeri cilindra
1. Izmjerite promjer cilindra na udaljenosti od 37 mm od gornje ravnine bloka (1), korištenjem normalnog mjerača provrta ili alata J-8087 (2).
2. Zabilježite rezultate i usporedite ih s dimenzijama navedenim u specifikacijama.
Napomena: Ako je promjer cilindra veći od navedenog u tehničkim specifikacijama, tada se cilindar može izbušiti za 0,25 mm. Za održavanje je predviđena samo jedna veličina popravka klipova i prstenova. Ako promjer cilindra premašuje traženu vrijednost za više od 0,25 mm, tada se blok cilindra mora zamijeniti.
Mjerenje konusa cilindra
1. Izvršite mjerenje na bočnim površinama koje nose silu okomito na os radilice, 10 mm ispod gornje površine bloka cilindra, i zabilježite rezultat.
2. Izvedite mjerenje na bočnim površinama koje nose silu okomito na os radilice, 100 mm ispod gornje površine bloka cilindra, i zabilježite rezultat.
3. Odredite razliku između ova dva mjerenja. Ovaj rezultat će biti konus cilindra.
4. Usporedite rezultate s dimenzijama navedenim u specifikacijama.
5. Ako je promjer cilindra veći od navedenog u tehničkim specifikacijama, tada se cilindar može izbušiti za 0,25 mm. Za održavanje je predviđena samo jedna veličina popravka klipova i prstenova. Ako promjer cilindra premašuje traženu vrijednost za više od 0,25 mm, tada se blok cilindra mora zamijeniti.
Mjerenje izvan okruglosti cilindara
1. Izmjerite promjer cilindra na bočnim i nebočnim površinama 10 mm ispod gornje površine bloka cilindra. Zabilježite rezultate mjerenja.
2. Odredite razliku između ova dva mjerenja. Rezultat će pokazati ne-kružnost gornjeg kraja cilindra.
3. Izmjerite promjer cilindra na bočnim i nebočnim površinama 100 mm ispod gornje površine bloka cilindra. Zabilježite rezultate mjerenja.
4. Odredite razliku između ova dva mjerenja. Rezultat će pokazati ne-kružnost donjeg kraja cilindra.
5. Usporedite svoje rezultate s mjerenjima u specifikacijama.
6. Ako je promjer cilindra veći od navedenog u tehničkim specifikacijama, tada se cilindar može izbušiti za 0,25 mm. Za održavanje je predviđena samo jedna veličina popravka klipova i prstenova. Ako promjer cilindra premašuje traženu vrijednost za više od 0,25 mm, tada se blok cilindra mora zamijeniti.
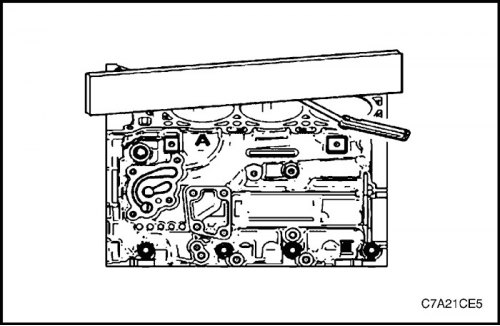
Provjera ravnosti gornje površine bloka cilindra
1. Gornje površine bloka cilindra moraju biti čiste i bez brtvila.
2. Provjerite ima li na površini nedostataka ili ogrebotina koje bi mogle spriječiti brtvljenje brtve kada je glava cilindra postavljena.
3. Položite ravnalo dijagonalno preko gornje strane bloka motora.
4. Izmjerite razmak između ravnala i prednjeg dijela bloka cilindra u 4 točke duž ravnala pomoću mjerača razmaka.
5. Ako je deformacija manja od 0,05 mm, nije potrebna strojna obrada gornje površine bloka cilindra.
6. Ako je deformacija u rasponu od 0,05±0,20 mm, ili postoje bilo kakvi nedostaci ili ogrebotine koje bi mogle spriječiti brtvljenje brtve kada je glava cilindra postavljena, gornji dio površinu bloka cilindra treba polirati.
7. Ako je potrebno brušenje, najveća dopuštena debljina kore je 0,25 mm.
8. Ako je potrebno ukloniti materijal debljine više od 0,25 mm s gornje površine bloka cilindra, blok se mora zamijeniti.
Skupština
1. Nanesite RTV brtvilo na nove proširene čepove (1) rashladnu tekućinu i ponovno ih instalirajte.
2. Instalirajte igle (2) za montažu glave cilindra na blok cilindra.
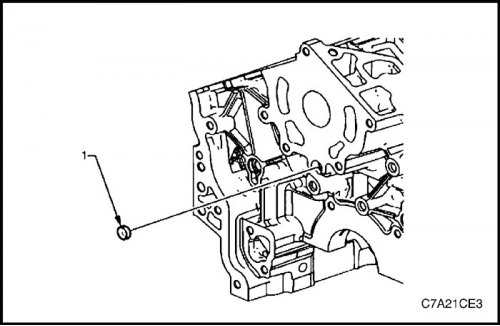
3. Instalirajte novi prednji čep za proširenje (1) naftni kanal.
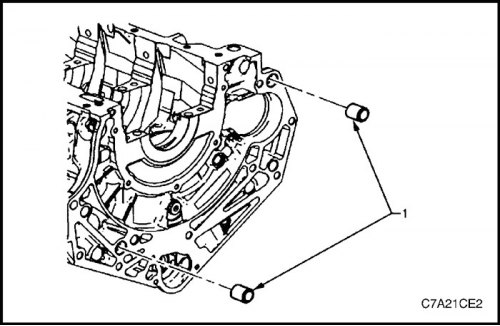
4. Postavite igle (1) za montažu mjenjača na blok cilindra.
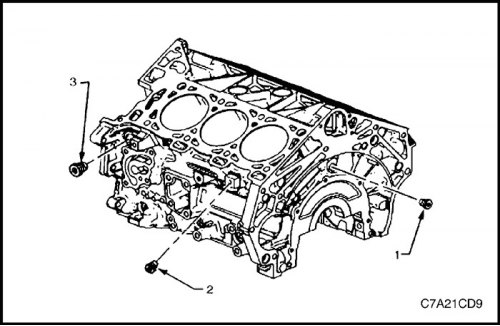
5. Ugradite stražnji vijak (1) uljni kanal, bočni vijak (2) otvor za odvod rashladne tekućine za stranu cilindra 2 i čep s lijevom stranom (3) naftni kanal.
Zategnite
Zategnite stražnji vijak uljnog kanala bloka cilindra momentom od 31 Nm (33 lb-ft).
Zategnite bočni vijak bloka 2 reda 2 na 31 Nm (23 lb-ft).
Zategnite bočni vijak bloka 2 reda 2 na 31 Nm (23 lb-ft).
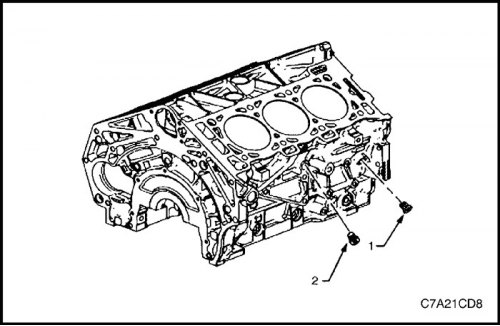
6. Postavite čep (1) uljni kanal i vijčani čep (2) kanal rashladnog sredstva na desnoj strani.
Zategnite
Zategnite bočni vijak bloka cilindra niza 1 na 31 Nm (23 lb-ft).
Zategnite bočni vijak bloka cilindra niza 1 na 31 Nm (23 lb-ft).
7. Instalirajte novi prošireni nastavak (1) prolaz za ulje na prednjoj nosivoj površini posude za ulje, na strani niza 1, i osovinice (2) za ugradnju korita ulja na blok cilindra.
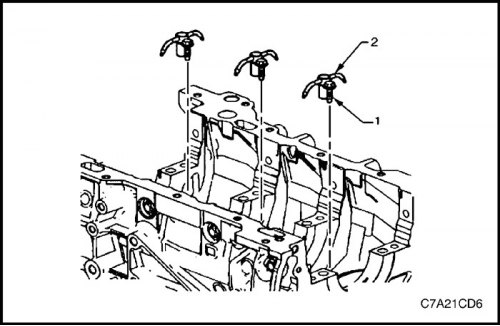
8. Instaliraj (tri mjesta) mlaznica za ulje (2).
9. Instaliraj (tri mjesta) vijak (1) nosači uljnih mlaznica.
Zategnite
Zategnite vijak mlaznice za ulje na 10 Nm (89 lb-in).