
Rastavljanje
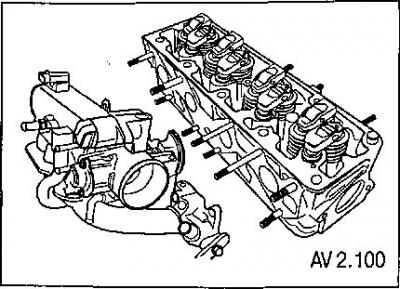
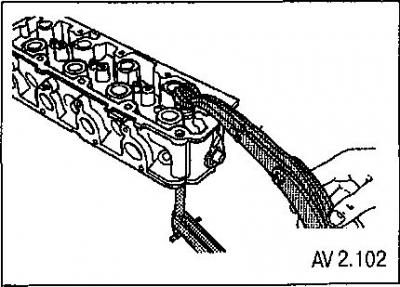
1. Uklonite glavu cilindra zajedno s usisnim i ispušnim razvodnikom.
2. Uklonite osjetnik temperature rashladnog sredstva.
3. Uklonite toplinski štit ispušne grane.
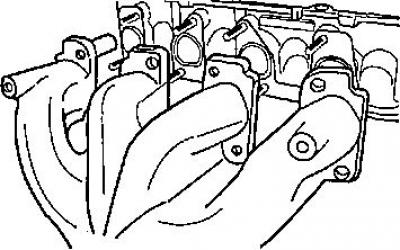
4. Uklonite ispušni razvodnik.
5. Uklonite brtvu ispušnog razvodnika.
6. Uklonite svornjake ispušnog razvodnika.
7. Uklonite svjećice.
8. Uklonite usisni razvodnik.
9. Uklonite brtvu usisnog razvodnika.
10. Uklonite svornjake usisnog razvodnika.
11. Uklonite vijke kućišta termostata.
12. Uklonite kućište termostata.
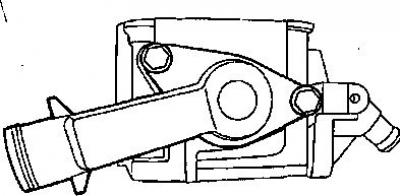
13. Uklonite brtvu termostata i termostat.
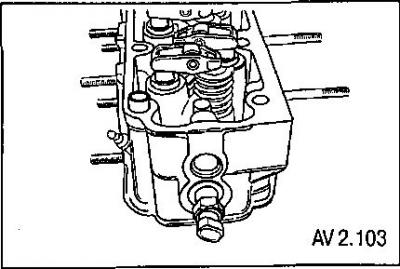
14. Koristeći kompresor opruge ventila, stisnite opruge ventila.
15. Uklonite krekere i uklonite gornje ploče opruga ventila.
16. Uklonite opruge ventila.
17. Uklonite brtve stabla ventila.
18. Uklonite ventile.
20. Uklonite čahure za centriranje kućišta bregastog vratila.
Popravak dijelova
Za opisane motore proizvođač predviđa povrat pare «vodeća čahura - vreteno ventila» korištenjem ventila s prevelikim vretenima. U ovom slučaju, istrošena čahura se obnavlja metodom postavljanja za popravak dimenzija. Rad ove složenosti treba povjeriti samo kvalificiranom mehaničaru.
|
bregasto vratilo |
||
|
Podizanje ulazne bregaste osovine |
6,12 mm |
|
|
Podizanje ispušnog režnja |
6,12 mm |
|
|
Kraj runouta |
0,09-0,21 mm |
|
|
Vanjski promjer rukavca bregastog vratila |
№1 |
39,445 mm |
|
№2 |
39.700 mm |
|
|
№3 |
39,945 mm |
|
|
№4 |
40.200 mm |
|
|
№5 |
40.445 mm |
|
|
Vanjski promjer ležaja |
№1 |
39.500 mm |
|
№2 |
39.750 mm |
|
|
№3 |
40 000 mm |
|
|
№4 |
40.250 mm |
|
|
№5 |
40.500 mm |
|
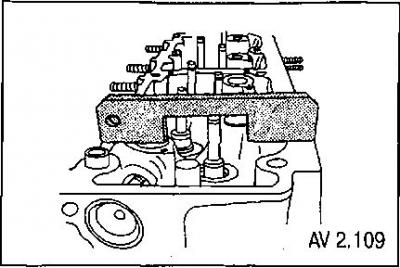
Pregled glave cilindra
1. Očistite ravninu koja se spaja s brtvom glave.
2. Provjerite brtvu glave cilindra i spojne površine glave cilindra i bloka na udubljenja, curenje, koroziju i ispuhivanje plina u rashladni plašt.
3. Provjerite ima li na glavi motora pukotina.
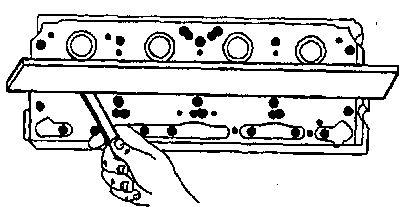
5. Odredite, pomoću seta sondi i ravnala, odstupanje od ravnosti ravnine glave koja se spaja s brtvom, koje ne smije biti veće od 0,025 mm.
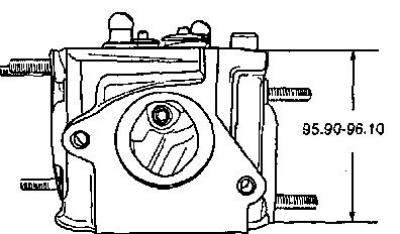
6. Izmjerite visinu glave bloka. Visina glave motora trebala bi biti između 94,70-95,65 mm. Ako je visina glave motora manja od 94,7 mm, treba je zamijeniti.
7. Provjerite ima li oštećenja ili onečišćenja u svim navojnim rupama.
8. Provjerite ima li sjedišta ventila prekomjerno istrošenih i pregorjelih.
|
mehanizam ventila |
||
|
Način upravljanja pogonom ventila |
Hidraulički kompenzator zazora ventila |
|
|
Kut suženja lica ventila (između generatrise i ravnina glave) |
45" |
|
|
Kut suženja sjedišta ventila |
45' |
|
|
Referentni otkucaj (max, sve) |
0,03 mm |
|
|
Kraj runouta (max, sve) |
0,03 mm |
|
|
Širina lica sjedala |
Ulaz |
1,3-1,5 mm |
|
Izlaz |
1,6-1,8 mm |
|
|
Unutarnji promjer vodilice ventila |
7.030-7.050 mm |
|
|
Promjer stabla ventila |
7 mm |
|
|
Promjer diska ventila |
Ulaz |
38,0 mm |
|
Srednjoškolska matura |
31,0 mm |
|
|
Duljina opruge ventila pod opterećenjem |
Otvoreni ventil 625 +25 N |
21,5 mm |
|
Zatvoreni ventil 275 + 15N |
31,5 mm |
|
Popravak vodilice ventila
1. Odredite stvarnu istrošenost u paru «rukavac - vreteno ventila». S razmakom većim od 0,1 mm, ovaj par trenja treba zamijeniti. Ovu dijagnostičku radnju smije izvoditi samo kvalificirani mehaničar.
2. Šifra veće veličine utisnuta je na vodilici ventila i kraju stabla ventila. Tablica prikazuje standardne i popravne dimenzije, oznaku razvrtača koji koriste ovlašteni servisi te sadržaj kodova koji se primjenjuju na čahure i ventile. Postoje dvije vrste kodova: kod koji se primjenjuje prilikom sastavljanja novog motora i kod koji se primjenjuje na čahuru tijekom popravka.
|
Veličina |
Skenirati |
Kod primijenjen na nove dijelove motora |
Kod primijenjen na dijelove motora tijekom popravka |
|
Standard |
- |
- |
DO |
|
0,075 |
KM-253 |
1 |
K1 |
|
0,150 |
Km-254 |
2 |
K2 |
|
0,250 |
KM-255 |
- |
A |
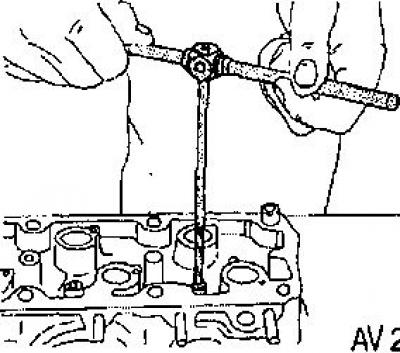
Izbušite rupu vodilice. Smjer postavljanja je od gornje strane glave cilindra. Nakon postavljanja, prekrižite kod otisnut na rukavu i primijenite novi kod.
Popravak sjedišta ventila
1. Završite radnu površinu sjedišta ventila.
Površina za zatvaranje sjedišta ventila obnavlja se pomoću tri konusna rezača:
- rezač za obradu radne površine sedla: 45°;
- rezač za obradu gornjeg korekcijskog kuta: 30°;
- rezač za obradu donjeg kuta korekcije: 60°;
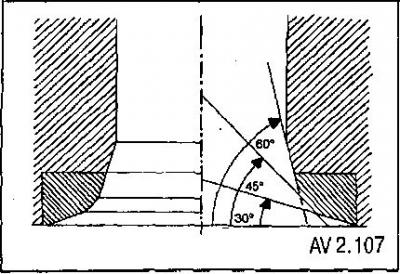
Širina sjedišta ventila:
- usis: 1,3-1,5 mm;
- izlaz: 1,6-1,8 mm.
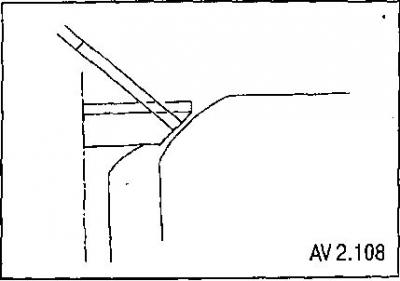
2. Provjerite položaj kraja stabla ventila nakon ugradnje ventila (bez posebnih mjerača, ovaj posao mora obaviti kvalificirani mehaničar).
3. Ako je kraj stabljike viši (bliže osi bregastog vratila), zamijenite ventile novima i zatim ponovno provjerite krajnji položaj vretena.
4. Ako je kraj stabla ventila još uvijek viši unatoč promjeni ventila, zamijenite glavu cilindra.
Pregled ventila
1. Pregledajte ventil zbog istrošenosti, prignječenja gornjeg kraja vretena.
2. Pregledajte istrošenost utora ventila i uljne brtve.
3. Pregledajte ima li glava ventila pregorjelih i pukotina.
4. Pregledajte stabljike ventila na istrošenost, ureze i ogrebotine.
5. Pregledajte stablo ventila - nije dugo. žene da imaju obline.
6. Pregledajte konus za zatvaranje ventila. Ako je istrošenost kontaktnog stošca toliko velika da obnova površine stvara oštar rub na spoju stožaste i ravne površine glave ventila, ventil treba zamijeniti.
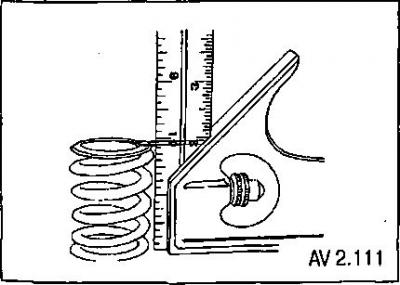
7. Pregledajte oprugu ventila. Ako krajevi opruge ventila nisu paralelni, zamijenite oprugu ventila.
8. Izmjerite visinu opruge ventila. Ako visina opruge ventila nije unutar specifikacija, zamijenite oprugu ventila.
9. Pregledajte ima li dosjednih površina opruge ventila istrošenosti ili utora. Zamijenite ako je potrebno.
Brušenje ventila
1. Provjerite je li konus glave ventila bez izgaranja.
2. Ventil se može brusiti samo dva puta. Nemojte brusiti kraj stabla ventila.
3. Kut između generatrise konusa ventila i ravnine glave je 46".
Lapping ventila
Ako istrošenost konusa za zatvaranje ventila nije prevelika, ventil treba prilepiti uz obnovljeni konus za zatvaranje sjedišta ventila (u pravilu, tijekom rada ventila, površina zatvaranja ležajeva klipnjače postaje šira: do 4-5 mm). Ako u isto vrijeme nema dubokog utora na konusu, tada je moguće brusiti ventil na obnovljeno sjedište bez brušenja konusa.
Ventil je lapiran posebnim pastama za lapiranje na bazi korunda.
U tom slučaju ventil, ugrađen u rukavac vodilice, izvodi recipročne pokrete uz istodobnu rotaciju udesno i ulijevo, naizmjenično. Takvi pokreti su potrebni za formiranje kosih linija preklapanja, smještenih unakrsno. Tijekom procesa lapiranja povremeno okrenite ventil u sjedištu kako biste osigurali ravnomjerno lapanje. Prekrivanje se može smatrati dovršenim kada se na površini zatvaranja ventila formira jednolika mat siva prstenasta kontaktna traka, jednake širine površini zatvaranja sjedišta.
Skupština
1. Ugradite klinove kućišta bregastog vratila.
2. Podmažite osovine ventila motornim uljem.
3. Instalirajte ventile.
4. Ugradite brtve stabla ventila.
5. Ugradite opruge ventila.
6. Stisnite opruge ventila i ugradite klinove.
7. Ugradite poklopac ventila.
8. Ugradite termostat.
9. Ugradite kućište termostata
10. Postavite vijke kućišta termostata i zategnite ih na 20 Nm.
11. Ugradite svornjake usisnog razvodnika.
12. Ugradite brtvu usisnog razvodnika.
13. Ugradite usisni razvodnik i zategnite matice na 25 Nm.
14. Ugradite svjećice i zategnite ih na 40 Nm.
15. Ugradite svornjake ispušnog razvodnika.
16. Ugradite brtvu ispušnog razvodnika.
17. Ugradite ispušni razvodnik i zategnite matice na 25 Nm.
18. Ugradite toplinski štit ispušne grane i zategnite vijke na 15 Nm.
19. Ugradite osjetnik temperature rashladnog sredstva i zategnite ga na 20 Nm.
20. Ugradite glavu cilindra zajedno s usisnom i ispušnom granom.