
Note. The manufacturer recommends checking for distortion in the bolt holes on the block, and for concentricity and alignment of the main bearing holes. Since this requires special measuring instruments, the check must be carried out in a car repair shop.
1. Before testing, the block must be cleaned as described in section 15.
2. Visually inspect the block for cracks and corrosion. Check the condition of the threads in the bolt holes. In addition, it is recommended to check for hidden cracks in an auto repair shop, where there is special equipment for this purpose. If defects are found, the unit must be repaired (if possible) or be replaced.
3. Check up, whether there are no scratches and traces of attrition on walls of cylinders.
4. Measure the diameter of each cylinder at the top (just below the ledge), center and bottom, parallel to the axis of the crankshaft (see illustrations).
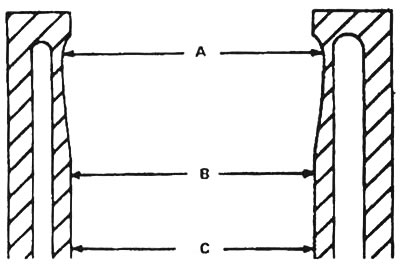
16.4a. Measure the diameter of each cylinder under the ledge, from the bore (A), in the center (IN) and below (WITH) | 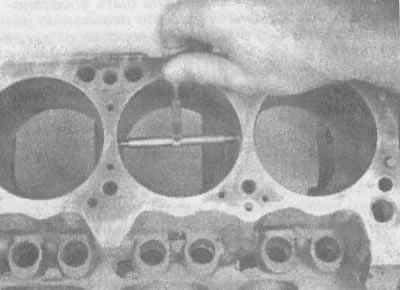
16.4b. Ability "feel", when the caliper is in the correct position comes with time, so work slowly and repeat the test until you are sure of the correct measurement |
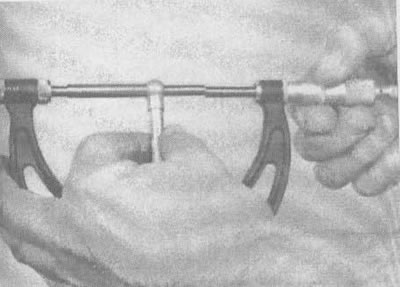
16.4c. Then the bore gauge diameter is measured with a micrometer to determine the diameter value
Note. These measurements should not be taken with the block alone on an engine stand - the cylinders will be deformed and the measurements will be inaccurate.
5. Next, measure the diameters of each cylinder in the same places, but already across the axis of the crankshaft. Compare results with "technical data".
6. If you do not have the required precision gauges, clearances between pistons and cylinder walls can be determined (though not very accurate) using a set of probes. The standard set, which is commonly sold at auto parts stores, consists of 12" styli in various thicknesses.
7. To check the clearance, select a feeler gauge and insert it into the cylinder with the corresponding piston. The piston must be installed in its normal operating position. The feeler gauge must be between the piston and cylinder on one of the thrust surfaces (at an angle of 90°to the piston pin hole).
8. The piston must slip inside the cylinder (with probe inserted) with moderate resistance.
9. If it falls down or slides without resistance, the clearance is too large and the piston needs to be replaced. If the piston sticks at the bottom of the cylinder and moves freely at the top, there is a taper in the cylinder. If areas of seizing are observed during rotation of the piston with the probe in the cylinder, the ovality of the cylinder takes place.
10. Repeat this procedure for the remaining pistons and cylinders.
11. If there are noticeable scratches and signs of abrasion on the walls of the cylinders, or if their ovality or taper exceeds the allowable values from "Technical data", take the cylinder block to an auto repair shop for cylinder boring and honing. After boring, it is necessary to install pistons and rings of a larger diameter.
12. If the cylinders are in reasonably good condition and not worn beyond acceptable limits, and if the required clearance between the pistons and cylinders can be set, cylinder bore is not required. All that is required in this case is honing (see section 17).