
Attention:
- The differential side bearing preload adjustment must be completed before adjusting the gear gap.
- To maintain the initial meshing clearance when adjusting bearing preload, use shims of the same thickness on the left and right.
- Measure the thickness of shims and spacers individually. The total thickness of the adjustment package is determined by adding the individual measurements.
- Do not reinstall factory cast iron shims, use service washers and spacers instead.
Reducer 8.6"
Wedge method
1. Install the gearbox drive gear.
2. Measure the torque of the drive gear, record the result. Scroll moment:
- new bearings 1.7-3.4 Nm.
- old bearings 1.1-2.3 Nm.
3. If the turning torque is out of tolerance, adjust it.
Attention: before installing the gearbox, make sure that the differential side bearing seats are clean and free of burrs. Remember that tapered bearings can only be replaced as a race-ring kit.
4. Install the gearbox in the gearbox housing.
5. Install a 4.318 mm spacer on the left side of the crankcase.
6. Press the spacer against the crankcase by moving the gearbox to the left.
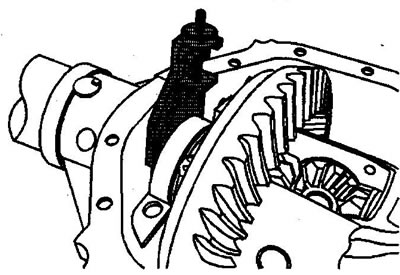
7. Install a clearance gauge on the right side of the crankcase between the shim and the differential side bearing outer race.
Attention: Exceeding the installation force of the tool can deform the crankcase and lead to incorrect selection of the shim.
8. Tighten tool button until moderate resistance to tool movement is obtained.
9. Remove fixture.
10. Remove spacer.
11. Using a micrometer, measure the thickness of the spacer.
12. Using a micrometer, measure the thickness of the fixture at three locations around the circumference. Calculate the arithmetic mean of these three measurements. Record the measurement.
13. Add up the values obtained in p.p. 11 and 12. The sum will give the full thickness of the shims without preloading the bearings.
14. Install a 1.016 mm shim between the right side bearing outer race and the gear housing.
15. Install a gap gauge between the service spacer and the left side bearing outer race.
16. Rotating the driven gear in both directions, tighten the tool button until the engagement gap is approximately 0.0250.051 mm.
17. Remove the fixture for measuring clearances.
18. Remove a reducer together with lateral bearings and external rings.
19. Remove the adjusting washer from the right side of the crankcase.
20. Using a micrometer, measure the thickness of the fixture at three locations around the circumference. Calculate the arithmetic mean of these three measurements. This value will give the thickness of the shim on the left side of the gearbox.
21. To determine the right side shim thickness, subtract the left side shim thickness from the total thickness of the shim pack determined in step 13.
22. To obtain the correct bearing preload and mesh clearance (approximately 0.1270.223 mm), add to the thickness of the shim on the right side (defined in paragraph 21) another 0.203 mm.
23. Assemble the adjustment package on the left side, consisting of a 4.318 mm thick spacer and an adjusting washer, the thickness of which is determined in step 20.
24. Assemble the adjustment package on the right side, consisting of a 4.318 mm thick spacer and an adjusting washer, the thickness of which is determined in step 22.
25. Install the gearbox with differential side bearings and their outer races.
26. Install the adjustment package on the left side into the gearbox housing. The shim must be installed between the bearing ring and the spacer.
27. Install the spacer on the right side of the gearbox housing.
28. Install the shim, you may need to use a special puller. The shim must be installed between the bearing ring and the spacer.
29. Install the side bearing caps. Tighten the cap screws. Tightening torque 75 Nm.
30. Rotate the gearbox drive gear a few turns until the bearings are fully seated.
31. Measure the gear turning torque. The total turning torque should be 0.57-1.13 Nm more than the drive gear turning torque, which was determined earlier.
32. Calculate the preload of the side bearings as the difference in values determined in p.p. 2 and 31. Multiply the result by the gear ratio (main gear). Preload 1.7-4.0 Nm.
33. If the preload of the side bearings is out of tolerance, change the thickness of the shims on the left and right by the same amount.
34. After setting the desired bearing preload, check and, if necessary, adjust the clearance in the meshing of the gears of the gearbox.
35. After all adjustments, check the position of the tooth contact patch.
Puck method
1. Install the gearbox drive gear.
2. Measure the torque of the drive gear, record the result. Scroll moment:
- new bearings 1.7-3.4 Nm.
- old bearings 1.1-2.3 Nm.
3. If the turning torque is out of tolerance, adjust it.
Attention: before installing the gearbox, make sure that the differential side bearing seats are clean and free of burrs. Remember that tapered bearings can only be replaced as a race-ring kit.
4. Install the gearbox in the gearbox housing.
5. Install a 1.016 mm thick shim into the gear case on the right side. Press the washer against the crankcase with the gearbox.
6. Install a 4.318 mm spacer into the crankcase on the left side.
7. Move the reducer to the right until the gap in the engagement between the driving and driven gears is fully selected.
8. While holding the gearbox in this position, install progressively thicker shims between the spacer and the side bearing outer race until the shim engages with moderate resistance.
9. After selecting the washer, measure its thickness in three places along the circumference, determine the arithmetic mean of the three measurements. Record the result.
10. Install this washer between the spacer and the differential side bearing outer race.
11. Remove the 1.016 mm washer from the right side of the crankcase.
12. Install a 4.318 mm spacer on the right side of the crankcase.
13. Move the reducer to the left and repeat the steps in p.p. 7 and 8.
14. After selecting the washer, measure its thickness in three places around the circumference, determine the arithmetic mean of the three measurements. Record the result.
15. To preload the side bearings and set the initial mesh clearance to 0.13 mm, do the following:
- A) Subtract from the measurement result according to paragraph 9 - 0.752 mm.
- b) Add to the measurement results according to paragraph 14 - 0.356 mm.
16. Pick up shims of the desired thickness for the right and left side of the gearbox. Check the thickness of the washers in three places around the circumference.
17. Install the left side shim between the spacer and the side bearing outer race.
18. Move the gearbox to the left.
19. Install the right side shim between the spacer and the side bearing outer race. You may need to use a special puller.
20. Install the side bearing caps. Tighten the mounting bolts. Tightening torque 75 Nm.
21. Rotate the gearbox drive gear a few turns until the bearings are fully seated.
22. Measure the gearbox turning torque. The total cranking torque should be 0.57-1.13 Nm greater than the drive gear cranking torque that was previously determined.
23. Calculate the preload of the side bearings as the difference in values determined in p.p. 2 and 23. Multiply the result by the gear ratio (main gear). Preload 1.7-4.0 Nm.
24. If the side bearing preload is out of tolerance, change the thickness of the shims on the left and right by the same amount.
25. After setting the desired bearing preload, check and, if necessary, adjust the clearance in the engagement of the gears of the reducer.
26. After all adjustments, check the position of the tooth contact patch.
Reducer 9.5"
Attention: before installing the gearbox, make sure that the differential side bearing seats are clean and free of burrs. Remember that tapered bearings can only be replaced as a race-ring kit.
1. Remove the gearbox.
2. Measure the torque of the drive gear, record the result. Scroll moment:
- new bearings 1.7-3.4 Nm.
- old bearings 1.1-2.3 Nm.
3. If the turning torque is less than the minimum allowable value, tighten the drive gear nut in small portions.
4. If the torque is greater than the maximum allowable value, replace the deformable spacer of the drive gear.
5. Install the reducer.
6. Take measures to keep the gearbox from falling out of the crankcase.
7. Move the reducer to the right until the gap in the meshing of the reducer gears is selected. Do not use force to sample the gap. If ZERO clearance cannot be obtained, turn the bearing adjusting nut until the clearance is adjusted.
8. While holding the gearbox in this position, turn the bearing adjustment nut until the nut contacts the side bearing race.
9. After contact between the nut and the bearing ring, tighten the nut an additional two slots.
10. Install the retainer and adjusting nut retainer bolt.
11. Turn away bolts of fastening of a cover of the left lateral bearing of differential.
12. Remove the left side bearing cap.
13. Install a clearance gauge in the gear housing on the left side between the housing and the bearing outer race.
14. Tighten tool button until moderate resistance to tool movement is obtained.
15. Remove fixture.
16. Measure the thickness of the fixture at three locations around the circumference.
17. Calculate the arithmetic mean - this will give the thickness of the shim.
18. Select the desired shim.
19. Install a washer between the crankcase and the differential bearing outer race.
20. Establish a cover of the left lateral bearing of differential.
21. Establish bolts of fastening of a cover of the left bearing. Tighten the mounting bolts by hand.
22. Turn away a bolt of a clamp of an adjusting nut of the bearing.
23. Remove the bearing adjustment nut retainer.
24. Rotate the nut to securely press the adjusting washer against the gearbox housing.
25. Rotate the gearbox drive gear to seat the bearings.
26. Turn the right bearing adjustment nut until the nut is clear of the bearing race.
27. Turn the bearing adjusting nut back to the bearing ring nut.
28. After reaching the contact of the nut and the ring of the right bearing, tighten the nut three grooves for new bearings or two grooves for old bearings.
29. Install the nut retainer.
30. Establish a bolt of fastening of a clamp, tighten a bolt by hand.
31. Tighten the bearing cap bolts. Tightening torque 85 Nm.
32. Tighten the retainer bolt of the bearing adjustment nut. Tightening torque 26 Nm.
33. Rotate the gearbox drive gear to seat the bearings. Measure the total turning torque of the gearbox. Turning moment:
- new bearings 3.9-6.2 Nm.
- old bearings 2.8-5.1 Nm.
34. Calculate the actual bearing preload as the difference in measurements according to p.p. 2 and 33. Multiply the resulting value by the gear ratio of the gearbox (main gear). The preload of the side bearings should be 1.7-4.0 Nm.
35. If bearing preload is out of tolerance, change shim thickness.
Note: shims are available in thicknesses of 5.6 to 6.55 mm in 0.05 mm increments.
36. After adjusting the tension, check and, if necessary, adjust the clearance in the meshing of the gears of the reducer.