
After disassembly, thoroughly wash the parts with kerosene, blow and dry them with compressed air (especially the oil channels of the parts).
1. Inspect the block, especially the crankshaft bearings. Cracks in any places of the block are not allowed.
Helpful Tip: If there is a suspicion of cracks in the block (coolant entering the crankcase or oil entering the coolant), check the tightness of the block on a special stand. Carry out check in the repair shops having the corresponding equipment.
2. Inspect the cylinders on both sides. Scratches, scuffs and cracks are not allowed.
Helpful advice: When inspecting cylinders, we recommend that you illuminate the mirrors of cylinders with a portable lamp - this way defects can be seen much better.
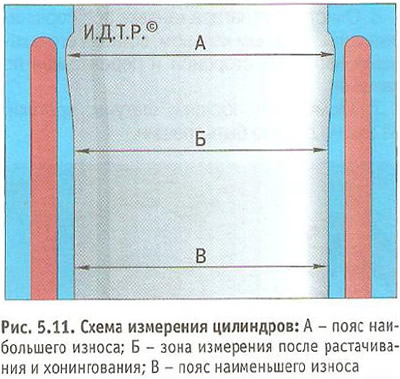
3. Determine the actual diameters of the cylinders with a caliper. Measure the cylinder diameter in three zones (pic. 5.11). In each belt, the diameter is measured in two mutually perpendicular directions (longitudinal and transverse). In the area above belt A (at a distance of 5 mm from the plane of the connector with the block head) Cylinders practically do not wear out. By the difference in size in this zone and in the other belts, one can judge the wear of the cylinders. The nominal cylinder size for the F16D engine is (79±0,25) mm, for F18D engine - (81,6±0,25) mm. The ovality and taper for the F16D engine should not exceed 0.0065 mm, for the F18D engine - 0.013 mm. If the maximum wear value is greater than 0.15 mm or the ovality exceeds the specified value, bore the cylinders to the nearest piston oversize (increased by 0.25 or 0.50 mm), leaving an allowance of 0.03 mm for the honing diameter. Then honing the cylinders, maintaining such a diameter that when installing the selected repair piston, the estimated gap between it and the cylinder is 0.03 mm. Troubleshooting, boring and honing of the block should be carried out in workshops with special equipment.

4. Check up a deviation from flatness of a surface of a socket of the block with a head of the block of cylinders. Attach a caliper (or ruler) to plane:
- in the middle of the block;
- in transverse and longitudinal directions;
- along the diagonals of the plane. At each position, use a feeler gauge to determine the gap between the caliper and the plane. This will be the flatness deviation. If the deviation is greater than 0.1 mm, replace the block.
5. Remove carbon deposits from the piston crown with a scraper (can be made from an old file).
6. Remove carbon deposits from the piston ring grooves with the old ring by inserting it into the groove with the outer side and rolling along the groove.
7. Inspect pistons, connecting rods, covers: they should not have cracks.

8. Inspect the liners: if you find risks, scuffs and delamination of the anti-friction layer on the working surface, replace the liners with new ones. All connecting rod bearings are identical and interchangeable.

9. Measure the diameter of the pistons in a plane perpendicular to the axis of the piston pin, at a distance of 19 mm from the edge of the skirt. Nominal size piston diameter for F16D engine is - (78,97±0,15) mm, for F18D engine - (81,59±0,15) mm, repair piston diameters increased by 0.25 and 0.50 mm. Based on the measurement results, determine the clearance between the piston and the cylinder, if necessary, fit new pistons to the cylinders. Estimated clearance between piston and cylinder (for new parts) is 0.03 mm. It is determined by measuring cylinders and pistons and is provided by installing pistons of nominal or repair sizes. Maximum allowable clearance (when parts are worn) 0.15 mm. If the engine used in operation has a clearance exceeding 0.15 mm, it is necessary to select pistons of nominal size to the cylinders or install oversized pistons with boring and honing of the cylinders: the clearance should be as close as possible to the calculated one.

10. Check the height gap between the grooves in the piston and the rings with a flat feeler gauge by inserting the ring into the corresponding groove. Nominal (estimated) clearance for both compression rings is 0.020 mm. If the ring is large in height and the gap is small, bring the height of the ring to the desired value by grinding it on sandpaper laid on a glass plate.

11. Check the gap in the lock of the rings with a flat probe by installing the ring in the cylinder to a depth of about 30 mm.
Helpful Hint: In order to install the ring without distortion, push the ring deep into the cylinder with the piston.
12. The gap should be 0.3 mm for both compression rings and 0.4-1.4 mm for the oil scraper ring. If the clearance is not sufficient, saw off the butt surfaces of the ring. If the clearance exceeds the allowable value, replace the ring.
13. All pistons of nominal and repair sizes are made with a high degree of accuracy and do not require preliminary sorting and selection by weight. If necessary, used pistons can be installed in individual cylinders if they are in good condition. The balance of the engine in this case will not be disturbed.
14. Check up backlashes between loose leaves of rod bearings and corresponding necks of a cranked shaft.

Note: The principle of gap measurement is to flatten a special plastic gauge wire and measure the width of the resulting print.

To measure the gap between the shaft neck and the liners, a piece of calibration wire is used, the length of which is 2 mm shorter than the width of the liner.
The gauge is placed in the axial direction on the shaft neck...

... and cover with a lid with the insert installed. To prevent the gauge from moving when the cover is installed, it can be «glue» to the shaft journal with a thin layer of grease.
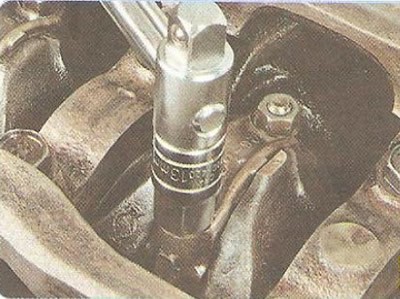
Cover nuts are tightened to the specified torque. After that, unscrew the nuts and carefully remove the cover with the insert.
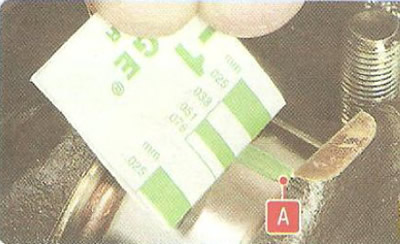
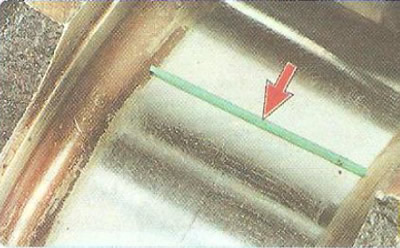
Using a special measuring template, measure the width of the indentation of the flattened gauge wire. An imprint may remain on the neck of shaft A...
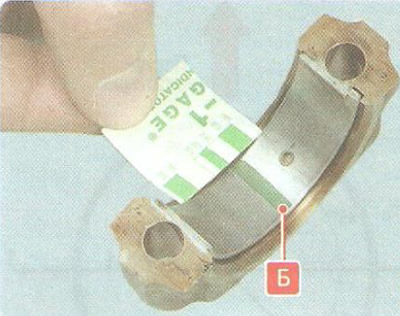
... or insert B. According to a special conversion table printed on the template, the gap in the joint is determined.
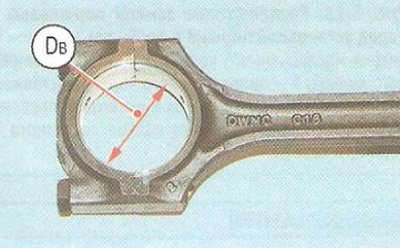
15. If there is no special calibration wire, mechanical measuring instruments can be used. To do this, measure the inner diameter Db of the connecting rod seat assembly with the cover with a inside caliper.
Note: Tighten the connecting rod bolts to the specified torque before measuring.

16. Measure the thickness T of the connecting rod bearings with a micrometer.
Helpful Hint: If you do not have a special tip on the micrometer, you can use a small ball to measure the concave surface of the liner. After measuring the liner, the diameter of the ball must be subtracted from the resulting size.
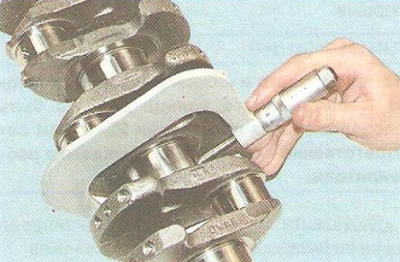
17. Measure the diameter Dh of the connecting rod journals with a micrometer.
18. Calculate the gap z between the connecting rod bearings and the crankshaft journals using the formula z = Dв - 2Т - Dн. The nominal design gap is 0.019-0.070 mm. If the actual design gap is less than the limit, you can reuse the liners that were installed. If the gap is greater than the limit, replace the liners on these necks with new ones (nominal thickness).
If the crankshaft journals are worn and ground to a repair size reduced by 0.25 mm, replace the liners with repair ones (increased thickness).
The necks are ground, in addition to the presence of general wear, if they have nicks and risks, or the ovality is more than 0.004 mm, and the taper is more than 0.005 mm.
Warnings: When regrinding the connecting rod journals of the crankshaft to the repair size on the first cheek of the crankshaft, it is necessary to put the appropriate stamp, for example «W 0.25». Crankshafts whose neck fillets are knurled cannot be reground and must be replaced when the journals are worn.

19. Inspect the upper and lower main bearing shells. center liners (third) main bearing differ from the rest in greater width. In addition, wide collars are made on their side ends, which play the role of supporting semi-rings of the crankshaft thrust bearing. If on the working surface of the liners there are marks, scuffs, delamination of the antifriction layer, replace the liners with new ones.
Warning: It is forbidden to carry out any fitting operations on the liners.
20. Inspect the crankshaft. Cracks are not allowed. There should be no scratches, nicks or scratches on the surfaces mating with the working edges of the seals. If found, replace the shaft.
21. Check up backlashes between loose leaves of radical bearings and radical necks of a cranked shaft by a technique stated for shatunny loose leaves.
22. If there is no special calibration wire, mechanical measuring instruments can be used. To do this, measure the outer diameter Dn of the main journals with a micrometer. The actual clearance between the main bearing shells and the crankshaft main journals is determined by the method described for connecting rod bearings. The nominal design clearance is 0.005 mm. If the actual design gap is less than the limit, you can reuse the liners that were installed. If the gap is greater than the limit, replace the liners on these necks with new ones (nominal thickness).
If the crankshaft journals are worn and ground to repair size with a diameter reduction of 0.25 mm, replace the liners with repair ones (increased thickness).
The necks are ground, in addition to the presence of wear, if they have nicks and risks, or the ovality is more than 0.004 mm, and the taper is more than 0.005 mm, reducing the diameter by 0.25 mm.
Warnings: When regrinding the main journals of the crankshaft to the repair size on the first cheek of the crankshaft, it is necessary to put the appropriate stamp, for example «K 0.25». Crankshafts whose neck fillets are knurled cannot be reground and must be replaced when the journals are worn.
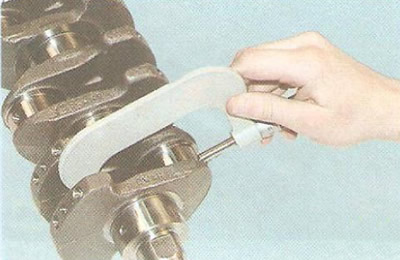
23. Check the parallelism of the thrust collars of the middle main journal: if they are not parallel, the crankshaft is bent and must be replaced.
24. Wash the channels of the crankshaft, for which pour gasoline into the radial channels, first plugging them on one side with wooden plugs. Hold for at least 20 minutes and flush the channels with gasoline, injecting it with a rubber bulb. Remove the wooden plugs after flushing the connecting channels. If necessary, repeat flushing until clean gasoline flows out.
25. Clean the surfaces of the piston pins from varnish deposits, after softening them in a solvent. Examine your fingers. If cracks are found on them, excessive wear at the point of contact with the piston bosses and traces of rotation in the upper head of the connecting rod, replace the pins.
Note: Piston pins and bores in piston bosses are precision machined. Therefore, piston pins are made with a nominal diameter of 17.990-17.995 mm, providing a gap of 0.01-0.02 mm between them and the holes in the piston bosses.
Pair the piston pin and piston check by inserting a finger previously lubricated with engine oil into the hole of the piston boss. At an ambient temperature of 20°C, the finger should enter the hole when the thumb is pressed and not fall out of the boss in the vertical position of the piston with the piston pin. The finger that falls out of the boss should be replaced with another. If the pin falls out again, replace the piston with the pin.
Helpful Hint: If a new set of spare parts is available, do not reuse pressed out piston pins.