Cylinder head and valve train parts
Disassembly
Attention! Make sure that the valve discs will not come into contact with anything during the next operation to avoid distortion or damage.
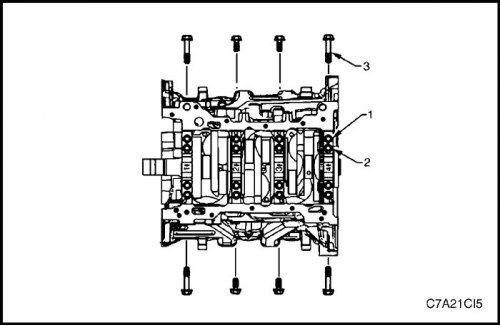
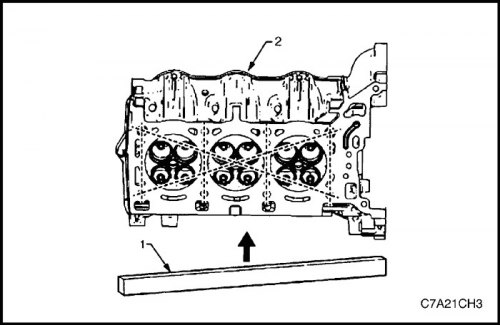
1. Remove the cylinder head assembly. See «Cylinder head block» in this section.
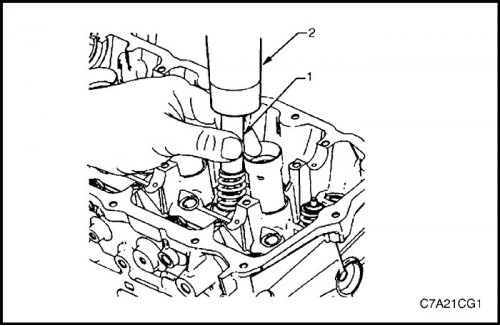
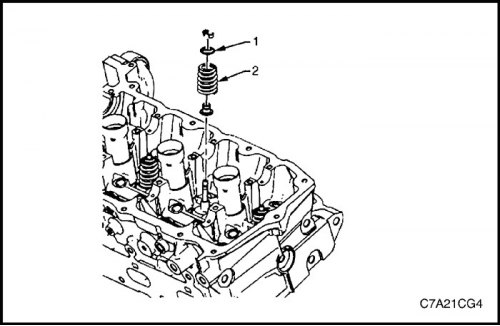
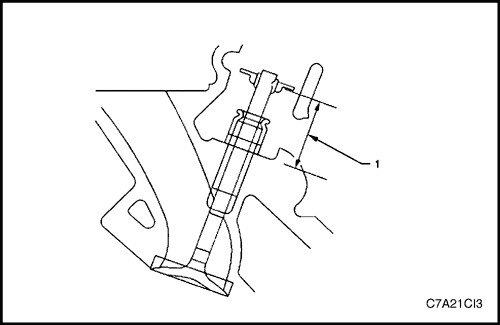
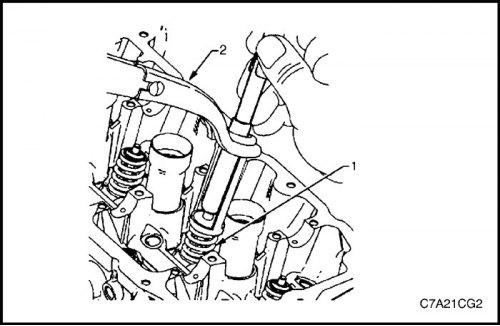
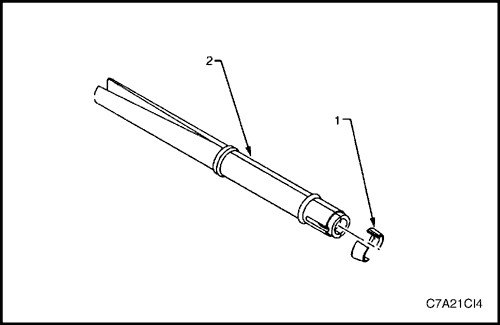
2. With a properly sized deep chuck (1) and a plastic mallet (2) Lightly tap the valve spring retainer to loosen the valve cotters.
Compressed valve springs (1) have high stress against the valve spring compressor (2). Valve springs that are not properly compressed or released from the valve spring compressor can jump out of the valve spring compressor with significant force. Use caution when compressing or releasing the valve spring with the valve spring compressor and when removing or installing the valve stem keys. Failure to be careful may result in injury.
Attention! Do not compress the valve spring to less than 24.0 mm. Contact between the valve spring retainer and the valve stem gland may result in potential damage to the valve stem gland.
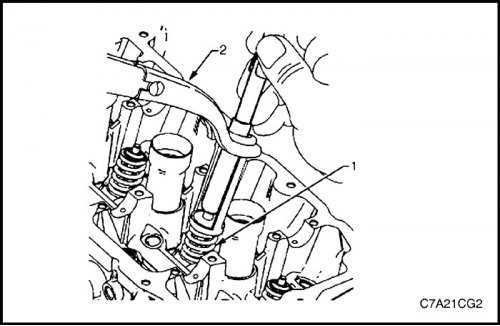
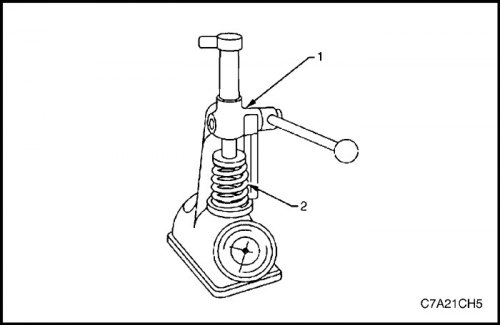
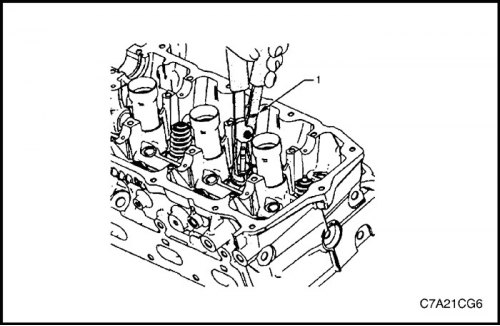
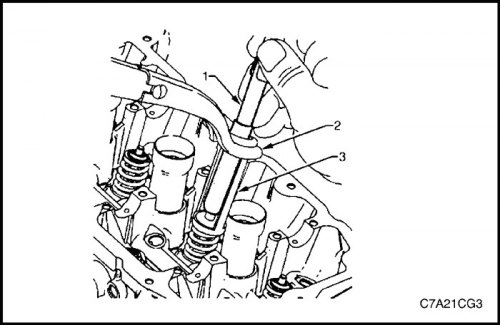
3. Compress the valve spring (1) using the valve spring compressor, tool no. J-8062 (2), and adapter, tool no. EN-46119.
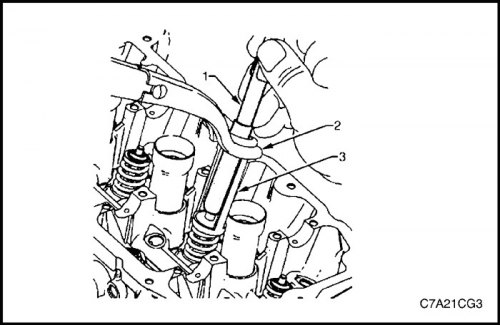
4. Remove valve cotters using tool EN-46117 (1).
5. Remove the valve spring compressor (2) and adapter (3).
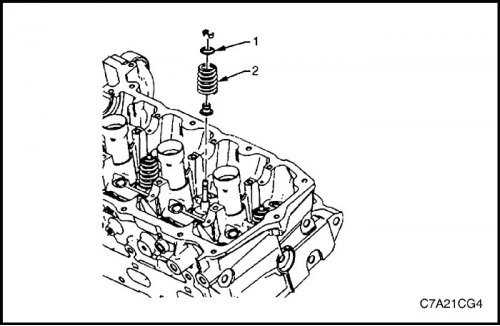
6. Remove the valve spring retainer (1).
7. Remove the valve spring (2).
8. Remove valves (1).
Attention! Never reuse the valve stem packing.
9. Remove the valve stem seal using tool no. EN-46116 and discard.
10. Repeat these steps for the remaining valves.
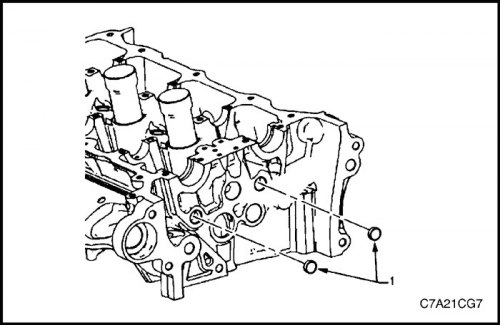
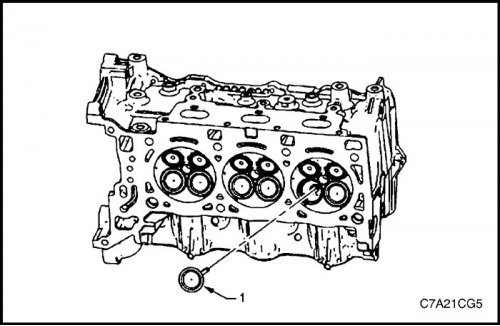
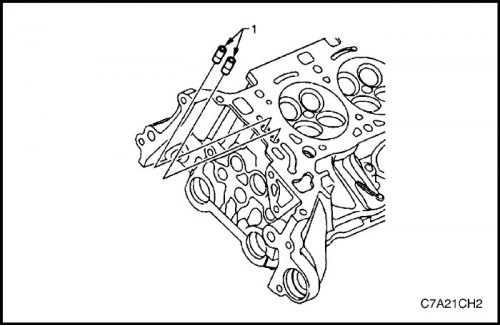
11. Remove expansion plugs (1) oil line of the cylinder head.
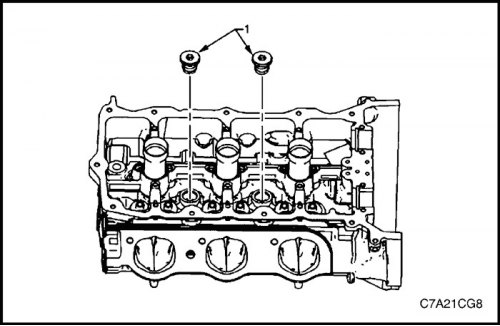
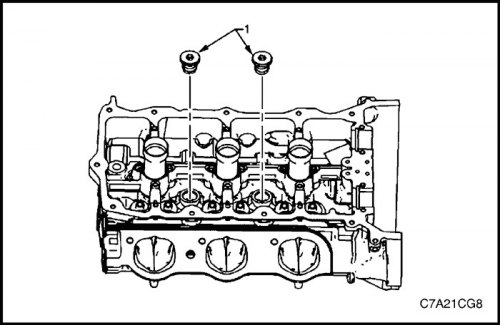
12. Remove screw plugs (1) cylinder head coolant.
Clear
Attention! Wire brushes and steel scrapers should not be used in the cleaning process due to the aluminum alloy in the cylinder head structure, as the sealing surfaces may be damaged. Alternatively, use a wooden or plastic scraper.
1. Remove the old thread sealant, gasket material and sealant with a regular plastic or wood scraper.
2. Clean all surfaces of the cylinder head with a non-corrosive solvent.
3. Blow out all oil lines with compressed air.
4. Remove all carbon deposits from the combustion chambers.
5. Clean all pockets of pushers from deposits and plaque.
Examination
Inspection
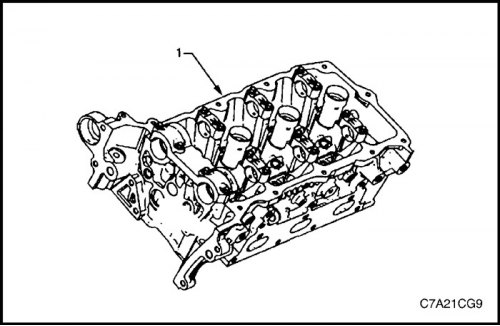
1. Check the bearing surfaces of the camshaft in the cylinder head (1) for the following conditions:
- excessive scuffing or chipping of the surface;
- discoloration from overheating, as well as
- deformation from excessive wear.
2. If any of the above conditions are present on the bearing surfaces of the camshaft, replace the cylinder head. Do not machine the camshaft bearing journals.
3. Check the cylinder head for the following conditions:
- cracks, damage or chipping of the surface in the combustion chambers;
- dirt in oil lines. Continue cleaning the lines until all dirt has been removed;
- coolant leaks or damage to the sealing surface of the upper faceplate. If there are coolant leaks, measure surface deformation;
- irregularities or any other defects that could reduce the sealing properties of the new secondary camshaft timing chain tensioner gasket. Replace cylinder head. Do not machine the camshaft bearing journals.
- damage to any surface of the gasket;
- damage to the threaded holes of any of the bolts;
- burnt or eroded zones in the combustion chamber;
- cracks in the intake channels and in the combustion chambers;
- external cracks in water channels;
- restrictions in the inlet or outlet ducts;
- restrictions on the ducts of the cooling system;
- rusty, damaged or leaking plugs.
4. If cracks or damage are found on the cylinder head, it must be replaced. It is not recommended to carry out welding work on the cylinder head or repair damage.
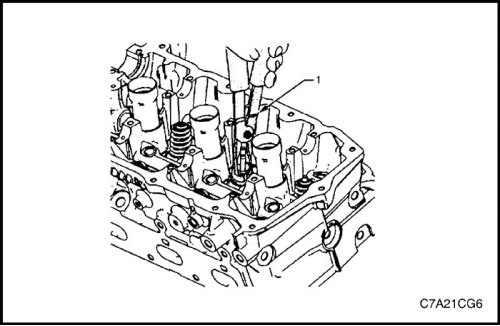
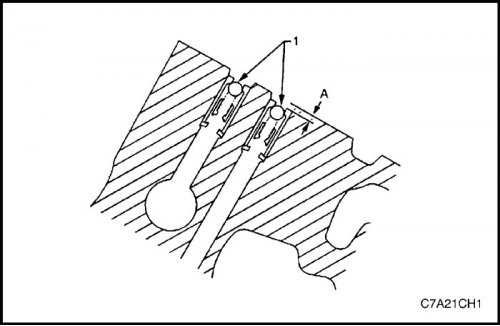
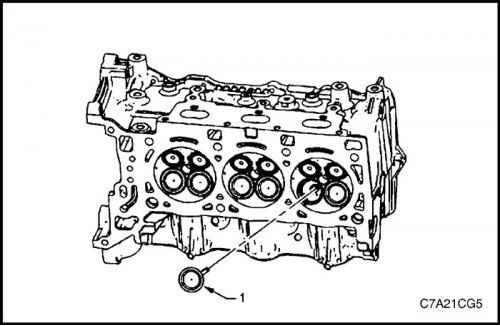
5. Check shutoff valves (1) oil supply to the camshaft position actuator and check that they are correctly located in the cylinder head. The shut-off valve for oil supply to the camshaft position actuator must be recessed 2 mm below the surface of the upper plane (A) cylinder heads.
6. Damaged, clogged or clogged check valves (1) can be replaced using the Camshaft Position Actuator Check Ball Valve Remover and Installer Tool No. EN-46122.
Cylinder head measurement
Camshaft journal clearance
1. Install the camshaft bearing cap to the cylinder head without the camshaft.
2. Install the camshaft cover bolts and tighten the bolts to 10 Nm (89 lb-in).
3. Measure the camshaft bearings with an internal micrometer.
4. Subtract the diameter of the camshaft journal from the diameter of the camshaft bearing. This will give you a working clearance. If the operating clearance is greater than specification and the camshaft journals are within specification, replace the cylinder head.
Camshaft journal alignment
1. Check the camshaft bearing surfaces in the cylinder head for any defects or scratches that could prevent the correct camshaft clearances from being achieved. Repair minor defects or scratches.
2. Install the camshafts into the cylinder head.
3. Install the camshaft bearing caps.
4. Install the camshaft cover bolts and tighten the bolts to 10 Nm (89 lb-in).
5. Make sure the camshafts rotate freely in the cylinder head. If the camshaft does not turn freely, replace the cylinder head.
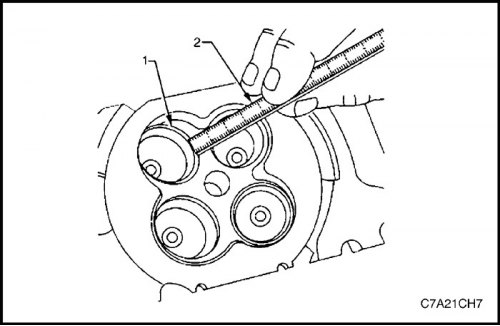
Checking the flatness of the top surface
1. Make sure the top surfaces of the cylinder head are clean and free of gasket material.
2. Check the surface for any imperfections or scratches that could prevent the cylinder head gasket from sealing properly.
3. Diagonal Rule (1) parallel to the front surface of the upper plane of the cylinder head (2).
4. Measure the clearance between the ruler and the face of the cylinder head at four points along the ruler using a gap gauge.
5. If the deformation is less than 0.05 mm, then the restoration of the surface of the upper plane of the cylinder head is not required.
6. If the deformation is in the range of 0.05±0.20 mm, or there are defects or scratches that could prevent the cylinder head gasket from sealing properly, resurfacing of the upper plane of the cylinder head is required.
7. If surface restoration is required, then a maximum of 0.25 mm can be removed.
8. If more than 0.25 mm of material is required to be removed from the surface of the upper plane of the cylinder head, then the head must be replaced.
Valve Guide Measurement
1. Measure valve stem clearance (1) and guide bush (2). Excessive clearance between the valve stem and guide sleeve can cause excessive oil consumption and can also lead to valve failure. Insufficient clearance will result in increased noise and sticking during valve operation and will interfere with the smooth operation of the engine assembly.
2. Attach a dial gauge to the cylinder head at the edge of the camshaft cover.
3. Position the dial indicator so that side-to-side movement of the valve stem across the cylinder head causes the indicator stem to move directly. The dial indicator stem should be in contact with the surface of the valve stem just above the valve guide.
4. Lower the valve disc approximately 0.064 mm from the valve seat.
5. Using light pressure, move the valve stem from side to side to read the clearance.
- If the valve clearance is greater than the specified value and a new standard diameter valve stem does not bring the clearance to specifications, the valve guide size can be increased by 0.075 mm using a valve guide reamer, tool no. J 42096, or 0.375 mm with valve guide reamer, tool no. EN-46120. There are two sizes of repair valve stems.
- 10mm wear on the bottom of the valve guide is not significant enough to affect normal operation.
- If increasing the size of the guide bush does not bring the clearance up to specification, replace the cylinder head.
Checking and measuring the valve spring
1. Measure valve stem clearance (1) and guide bush (2). Excessive clearance between the valve stem and guide sleeve can cause excessive oil consumption and can also lead to valve failure. Insufficient clearance will result in increased noise and sticking during valve operation and will interfere with the smooth operation of the engine assembly.
2. Attach a dial gauge to the cylinder head at the edge of the camshaft cover.
3. Position the dial indicator so that side-to-side movement of the valve stem across the cylinder head causes the indicator stem to move directly. The dial indicator stem should be in contact with the surface of the valve stem just above the valve guide.
4. Lower the valve disc approximately 0.064 mm from the valve seat.
5. Using light pressure, move the valve stem from side to side to read the clearance.
- If the valve clearance is greater than the specified value and a new standard diameter valve stem does not bring the clearance to specifications, the valve guide size can be increased by 0.075 mm using a valve guide reamer, tool no. J 42096, or 0.375 mm with valve guide reamer, tool no. EN-46120. There are two sizes of repair valve stems.
- 10mm wear on the bottom of the valve guide is not significant enough to affect normal operation.
- If increasing the size of the guide bush does not bring the clearance up to specification, replace the cylinder head.
Examination
1. Clean the valve springs in solvent.
2. Dry the valve springs with compressed air.
3. Check valve springs for broken coils or coil ends.
Measurement
1. Use a conventional valve spring tester to measure valve spring tension.
Attention! Do not use shims to increase spring load. The use of shims can cause the valve spring to bottom out before the camshaft lobe reaches peak lift.
2. If a reduced valve spring load is found, replace the valve springs.
Valve and seat lapping
Valve cleaning
Attention! Do not use a wire brush on any part of the valve stem. The valve stem is chrome plated for superior wear resistance. Wire brushing the stem would remove the chrome plating.
1. Use a soft bristle brush to clean carbon deposits from the valve head.
2. Thoroughly clean the valve with solvent and wipe dry.
Valve Inspection
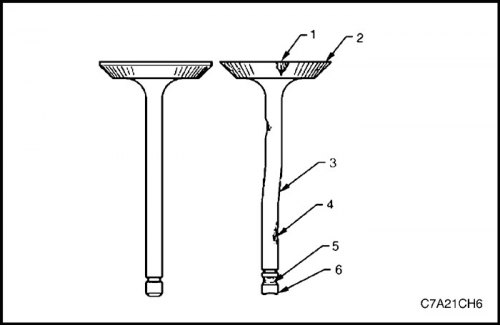
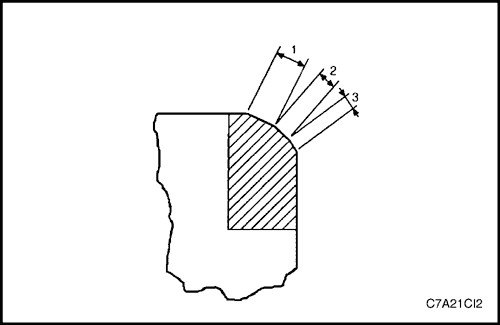
1. Check for damage to the valve from the head to the stop as follows.
- Is there surface chipping in the valve seat area? (1)
- Is the valve edge correct? (2)
- Is there a kink in the valve stem (3)
- Is there surface chipping or excessive wear in the stem (4)
- Are the valve key grooves worn? (5), And
- Is the valve stop worn? (6).
2. Replace valve if any of these symptoms appear.
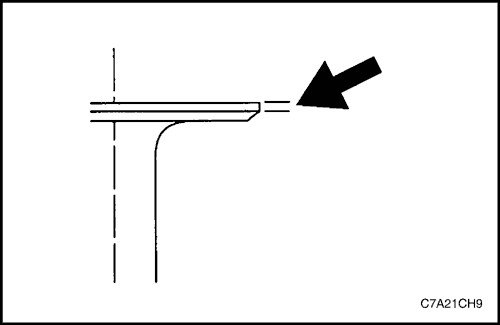
Valve seat width measurement
1. Measure valve seat width (1) in the cylinder head with a ruler (2).
2. Measure the seat width on the valve face (1) with the appropriate ruler.
Attention! The contact surface of the seat must be at least 0.5 mm away from the outside diameter (edges) valve. If the contact surface is too close to the edge, the seat must be rebuilt to move the contact surface away from the edge.
3. If the seat width is acceptable, check the cylindricity of the valve seat.
4. If the seat width is not acceptable, lap the valve seat until the seat width is back to specification. Proper valve seat width is important to ensure adequate valve heat dissipation.
Valve seat cylindricity measurement
1. Measure the cylindricity of the valve seat using a dial gauge attached to a conical centering device mounted in the guide bushing. When installed in a guide bush, the centering device must have a slight bend.
Attention! The correct size centering device must be used. Do not use adjustable diameter centering devices. Adjustable centering devices can damage the valve guide.
2. If the valve seat cylindricity exceeds specifications, lap the valve and valve seat.
3. When using new valves, the cylindricity of the valve seat must be within 0.05 mm.
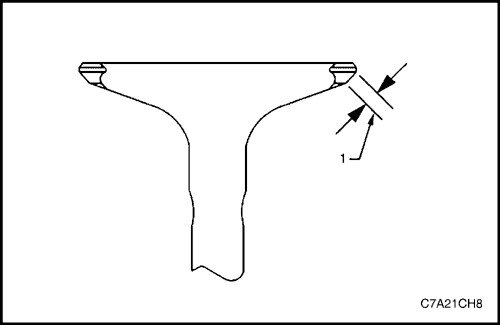
Valve edge measurement
1. Measure the edge of the valve with an appropriate ruler.
2. If valve edges are out of specification, replace valves.
3. If the valve edges are within specification and do not require regrinding, check valve seat alignment.
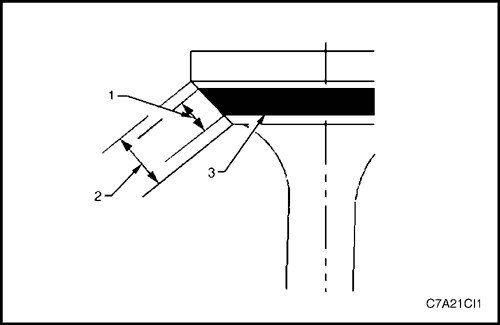
Measuring the alignment of the valve to the seat
Checking the alignment of the valve to the seat determines the correct sealing of the valve and seat.
Measure the valve face and valve seat to ensure that the valve is sealing properly.
1. Lightly coat the valve face with blue dye (3).
2. Install the valve in the cylinder head.
3. Turn the valve in the seat with enough pressure to rub off the dye.
4. Remove the valve from the cylinder head.
5. If the valve face is concentric, providing a proper seal against the valve stem, then all around the surface (2) a continuous mark will be made (1).
Attention! The worn mark must be at least 0.5 mm from the edge of the valve. If the mark is too close to the edge, the seat needs to be rebuilt to move the contact surface away from the edge.
6. If the seat is not concentric with the stem, the mark will not be continuous around the valve seat. The valve should be reground or replaced and the seat needs to be rebuilt.
Valve and seat reconditioning procedure
If the width, cylindricity, or alignment of the valve seats is out of specification, lap the seats to ensure proper heat dissipation and prevent carbon buildup on the seats.
If valve seat reconditioning is required, regrind the valve seat unless a new valve is used.
1. Lap the valve seats (2) at the right angle according to specifications.
2. Using the correct angle specifications, lap the valve seat (1) and profile it so that the valve seat (2) correctly positioned relative to the valve.
3. Using the correct angle specifications, lap and grind the valve seat (3), to reduce the valve seat width to within specifications.
4. If an original valve is used, lap it in according to specifications. Measure the edge of the valve after lapping again. Replace the valve if the lip is out of specification. New valves do not require lapping.
5. When lapping valves and seats, grind off as little material as possible. Shearing the valve seat reduces the force of the valve spring.
6. Install the valve in the cylinder head.
Attention! When using ground valves, grind the valves into their seats with a fine grinding compound. After grinding and lapping operations, the restored surfaces should be smooth and regular, so that as little finishing as possible is required. Excessive lapping will cause grooves to form on the valve face, which will interfere with a secure hot seat.
Note:
Before final assembly, clean the valve and seat with solvent and compressed air to remove any remaining finishing compound.
When installing new valves, never re-lap the valves.
7. After reaching the correct valve seat width in the cylinder head, measure the valve stem height.
8. If valve stem height is acceptable, check seat alignment.
How to Measure Valve Stem Height
Attention! To determine the valve stem height, measure the distance from the valve spring seat to the valve spring retainer.
1. Install the valve into the valve guide.
2. Make sure the valve is seated in the valve seat.
3. Install the valve stem seal.
4. Install the valve spring retainer and valve stem keys.
5. measure distance (1) from the cylinder head to the bottom of the valve spring retainer.
6. If it exceeds the maximum height specified in the specifications, install a new valve and remeasure the valve stem height.
Attention!
Do not sharpen the valve stem stop. The valve stop has been hardened and sharpening the stop will destroy the hardened surface leading to premature wear and possible engine damage.
Do not use washers to adjust the valve stem height. The use of shims will cause the valve spring to bottom out before the camshaft lobe reaches peak lift.
7. If the valve stem height still exceeds the maximum height specified in the specifications, the cylinder head needs to be replaced.
Assembly
1. Install screw plugs (1) cylinder head coolant.
Tighten
Tighten the cylinder head coolant screw plugs to 31 Nm (23 lb-ft).
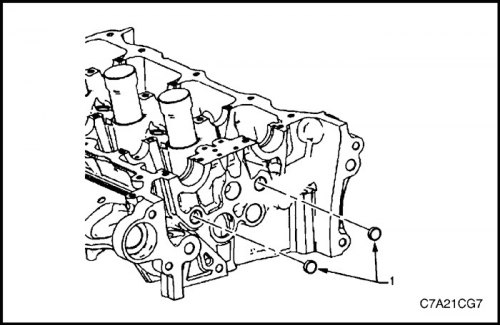
2. Install expansion plugs (1) oil line of the cylinder head.
Attention! Never reuse the valve stem packing. Always use new seals when reassembling the cylinder head.
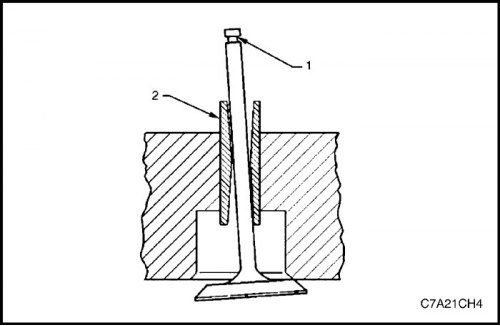
3. Fit the valve stem seals onto the guide bushings using tool no. EN-46116 (1).
Attention! During installation, force should only be applied to the surface of the valve stem gland in contact with the valve spring.
4. Using tool no. EN-46116, press and screw the valve stem gland into its original position on the valve guide until the seal definitely engages the guide.
5. Lubricate the valve stem and inside diameter of the valve guide with clean engine oil.
Attention! When installing the valve (1) The valve stem gland must not separate from the valve guide.
6. Insert the valve into the valve guide until it rests against the valve seat.
7. Place the valve spring (2) into the spring cup (1).
8. Place the valve spring retainer on the valve spring.
Compressed valve springs (1) have high stress against the valve spring compressor (2). Valve springs that are not properly compressed or released from the valve spring compressor can jump out of the valve spring compressor with significant force. Use caution when compressing or releasing the valve spring with the valve spring compressor and when removing or installing the valve stem keys. Failure to be careful may result in injury.
Attention! Do not compress the valve spring to less than 24.0 mm. Contact between the valve spring retainer and the valve stem gland may result in potential damage to the valve stem gland.
9. Compress the valve spring with the valve spring compressor tool no. J-8062, and adapter, tool no. EN-46119.
Attention! Make sure the valve cotters are in the correct position (1) in tool no. EN-46117 (2). The valve cotters must be installed with the tapered end towards the valve stem seal.
10. After compressing the spring, install the valve cotters into tool no. EN 46117.
11. Set the crackers to their original position by pushing the tool (1) down, and relieving the tension of the valve spring compressor (2).
12. Ensure that the valve cotters are properly seated by placing a rag over the valve stop and tapping it lightly with a hammer without rebound. The valve cotters and spring must remain in place.