
Necessary equipment
J-8037 Universal Piston Ring Compressor
J-8087 Cylinder Bore Gauge
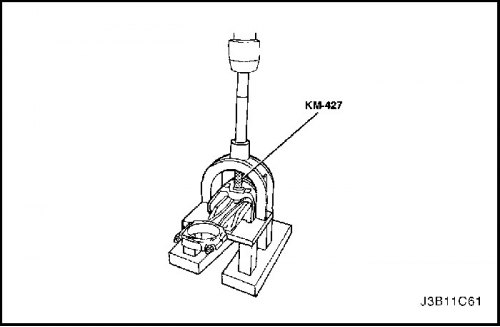
KM-427 Piston ring maintenance kit
KM-470-B Angle Torque Indicator
Removal procedure
1. Remove the cylinder head with the intake and exhaust manifold attached. follow the paragraph «Cylinder head and gasket» in this section.
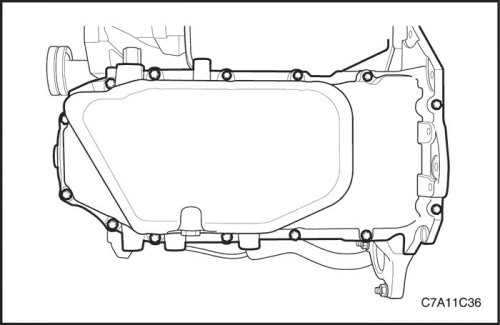
2. Remove the oil pan. follow the paragraph «oil pan» in this section.
3. Remove the oil suction tube and O-ring.
4. Remove the oil pan.
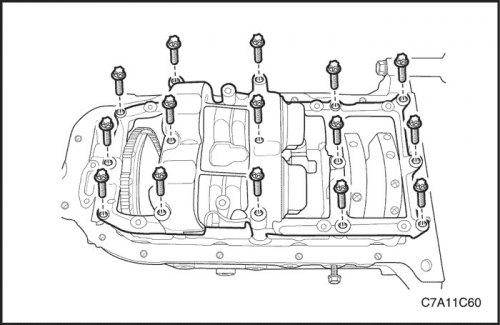
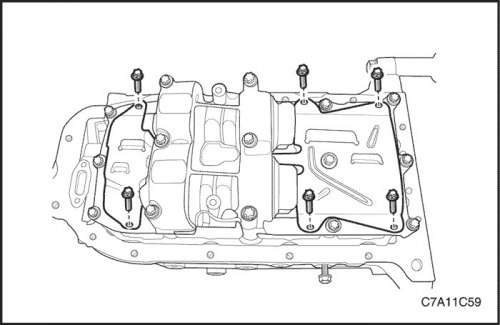
5. Remove the crankshaft balancer assembly. See «Knot of the balance weight of a cranked shaft assy» in this section.
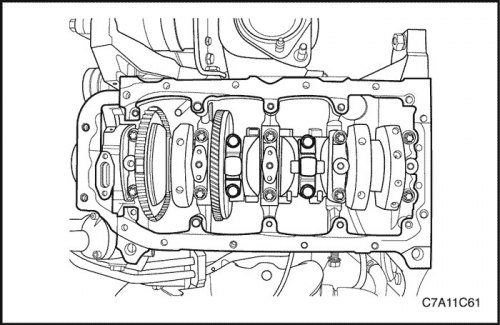
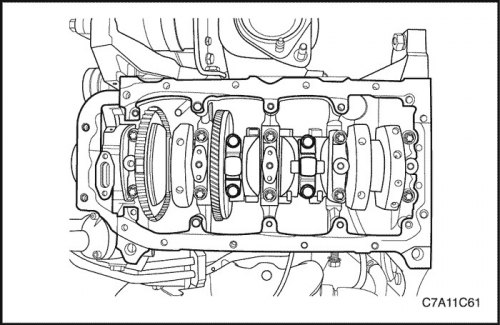
6. Set the piston to the bottom of the piston stroke.
7. Mark the position of the connecting rod head.
8. Remove the connecting rod head screws.
9. Remove the connecting rod head and lower connecting rod bearing.
10. Remove the upper connecting rod bearing.
Attention! Handle the cylinder carefully. Worn piston rings are sharp and can cause injury.
11. Remove the piston.
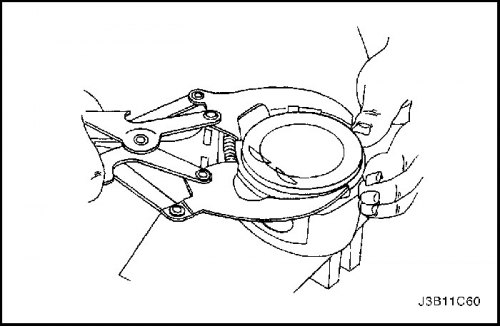
12. Expand the piston rings using the J-8037 Universal Piston Ring Compressor.
13. Remove piston rings.
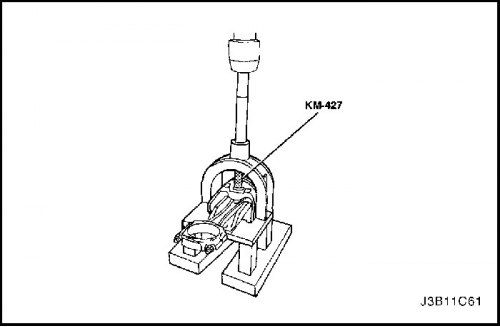
14. Remove the piston pin from the piston and connecting rod assembly using the KM-427 Piston Ring Service Kit.
15. Separate the piston from the connecting rod.
Verification procedure
1. Inspect the pistons for the following faults.
- Are there any eroded places on the piston bottom
- Are the piston pin bores and piston pins worn?
- Is the piston skirt coating scratched or damaged?
- Are the ring grooves cracked or dented or scored that could cause seizing?
- Are the bridges between the piston ring grooves not bent or worn?
2. Replace pistons that show any signs of damage or excessive wear.
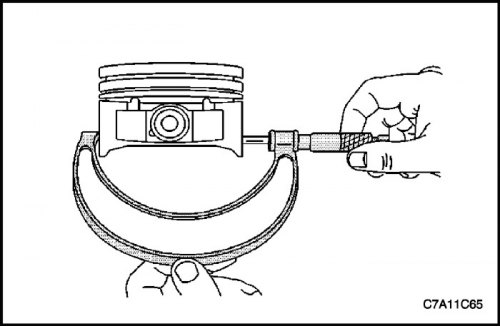
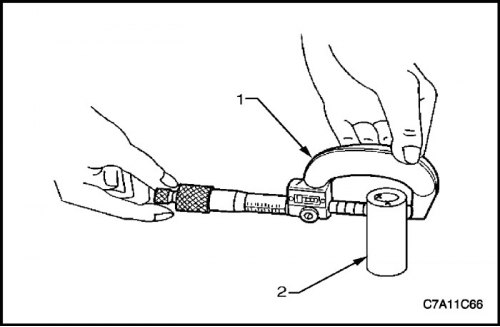
3. Measure the piston width using the following procedure.
- Using an external micrometer, measure the piston width at the piston bearing surface, perpendicular to the piston pin centerline.
- Compare the measurement result of the piston with its size in the original cylinder, subtracting the piston width from the cylinder diameter.
- If the clearance obtained as a result of the measurement is greater than specified by the norm, and the cylinder bore is within the norm, it is necessary to replace the piston.
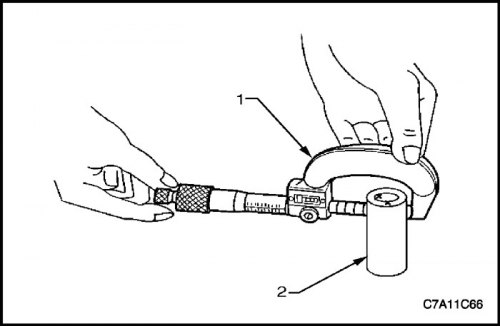
4. Measure clearances between piston pin bore and piston pin (2), using the following procedure.
- Piston pin bores and pins must be free of deposits and burrs.
- Use an external micrometer to measure the piston pins in the areas of the contact surface with the pistons (1).
- Using an internal micrometer, measure the piston pin bore (1). Compare the result with the piston pin diameter and the clearance between the piston pin and the piston pin bore. follow the paragraph «Engine Specifications» in this section.
- If the clearance is too large, determine which part is out of specification and replace if necessary.
- Replace piston if any of its dimensions are out of specification.
- If the new piston does not meet the standard clearance, then the cylinder can be bored out by 0.25 mm. For maintenance, only one repair size of pistons and rings is provided.
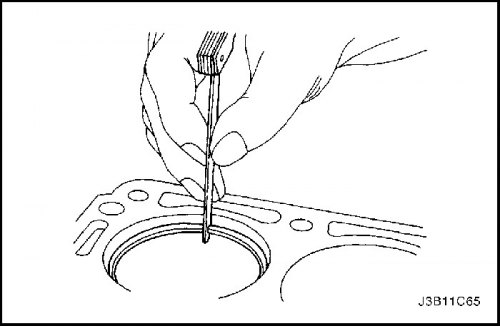
5. Measure the piston ring end clearance using the following procedure.
- Piston pin bores and pins must be free of deposits and burrs.
- Place piston ring (1) into the hole in which it will move, approximately 25 mm below the surface of the cylinder block plate. Make sure the ring is at right angles to the cylinder bore by setting the ring position with the piston head.
- Measure the end clearance of the piston ring using gap gauges (2).
- If the clearance exceeds the stipulated limits, it is necessary to replace the piston rings.
- Repeat the procedure for all piston rings.
6. Measure the piston ring backlash using the following procedure.
- Fully insert piston ring (1) into the piston groove. If ring sticking is caused by a piston groove, file the groove with a fine file. If the seizing is due to deformation of the piston ring, the ring must be replaced.
- After installing the piston ring on the piston, check the gaps in several places using feeler gauges (2).
- Compare measurements with piston ring backlash. follow the paragraph «Engine Specifications» in this section.
- If the clearance is greater than specified, the piston rings must be replaced.
- If with the help of a new ring it is not possible to reduce the gap and reach the standard, then a new piston must be installed.
- If it is not possible to achieve the specified clearance with the new piston, then the size of the cylinder block must be increased by 0.25 mm. There is only one oversized piston and ring available for service.
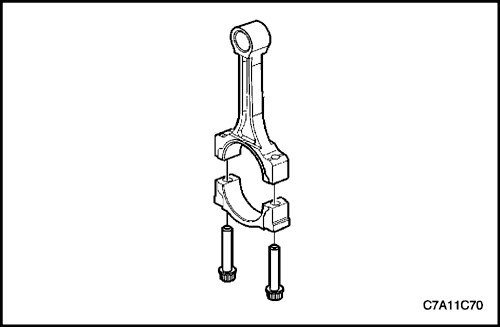
7. Check the connecting rods as follows.
- Check for twisting or bending of the connecting rod.
- Check the connecting rod cap for dents or damage due to possible interference.
- Check the bearing surface of the connecting rod bearing for scratches or abrasions.
- If there are minor scratches and abrasion marks on the connecting rod holes, clean the holes around the circumference with fine sandpaper.
- Temporarily install the old bolts. They must be replaced during the final installation.
8. Measure the clearance between the piston pin hole of the connecting rod and the piston pin using the following procedures.
- With external micrometer (1) take two piston pin measurements (2) in the area of the connecting rod.
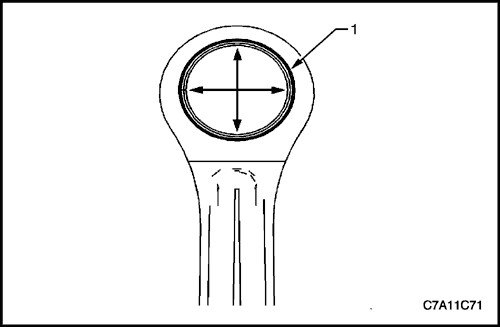
- Using an internal micrometer, measure the connecting rod piston pin bore (1).
- Subtract the piston pin diameter from the piston pin bore.
- Compare gap measurements. follow the paragraph «Engine Specifications» in this section.
- If the clearance is too large, replace the piston pin. If a new pin does not resolve the clearance problem, the connecting rod will need to be replaced.
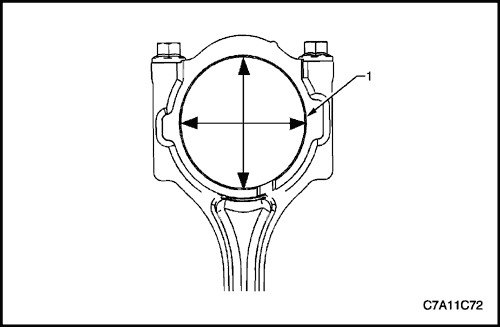
9. Measure the connecting rod main bearing bore (1) using the following procedures.
- Using an internal micrometer, measure the connecting rod main bearing bore.
- Compare hole measurements. follow the paragraph «Engine Specifications» in this section.
- If the hole is out of specification, replace the connecting rod. Do not repair connecting rod.
10. Check the surface of the cylinder block plate for flatness using a straight edge and feeler gauge. follow the paragraph «Engine Specifications» in this section.
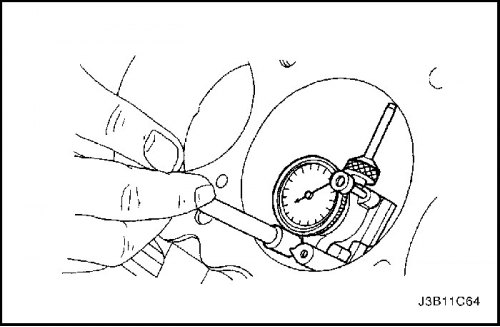
11. Check the bearing bore for concentricity and alignment using the J-8087 Cylinder Bore Gauge, Follow step «Engine Specifications» in this section. If the bearing bore is out of specification, replace the cylinder block.
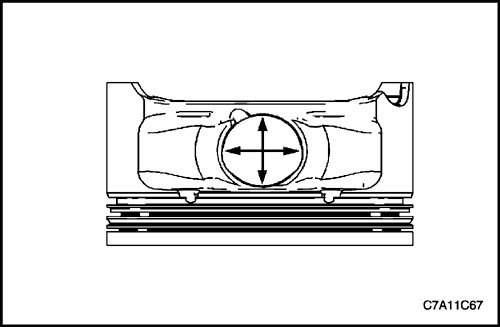
12. Check the cylinder block bore for wear, runout and taper using a bore gauge. follow the paragraph «Engine Specifications» in this section.
13. Check the polishing of the cylinder block bore. Lightly hone the cylinder bore if necessary.
Installation procedure
Important: To facilitate the installation of the piston pin, the connecting rod must be heated to 280°C. Heat only the upper connecting rod. Use a commercially available thermal paint to determine the correct temperature. When the thermal paint changes color from black to green, the temperature reaches the value required for installation.
1. Align the notch on the piston and the connecting rod so that the correct side faces the front of the engine.
2. Insert the piston pin guide into the piston and connecting rod.
3. Lubricate the piston with oil without additives.
4. Insert the piston pin into the opposite side of the piston.
5. Insert the piston pin into the piston and connecting rod assembly using the KM-427 Piston Ring Service Kit.
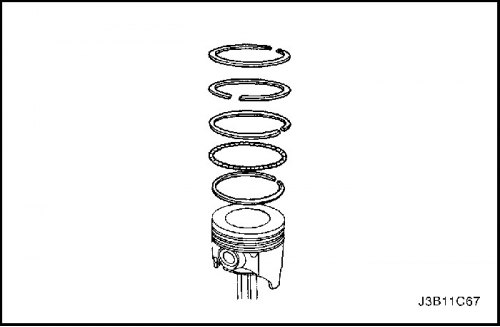
6. Select a set of new piston rings.
7. Install the wiper ring, expander, then the second wiper ring on the bottom groove of the piston ring.
8. Install the second compression ring in the middle groove of the piston ring.
9. Install the top compression ring onto the top groove of the piston ring.
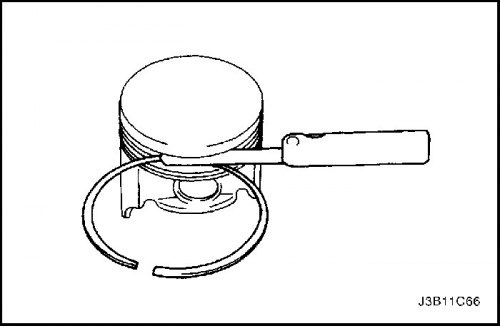
10. Use a piston ring expander to install piston rings. Do not expand piston rings beyond the limits required for installation.
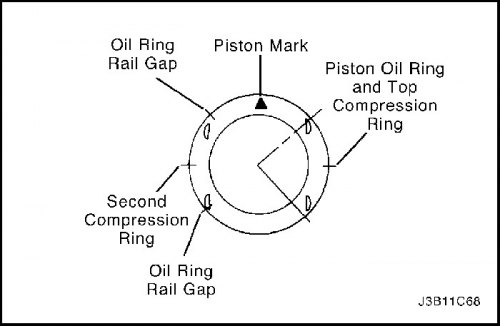
11. Position the scraper rings, wiper ring guide gaps, second compression ring, and top compression ring offset from the notch on the top of the piston.
12. Lubricate the cylinder wall and piston rings with engine oil without additives.
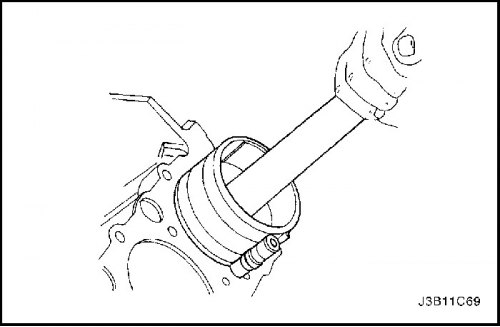
13. Install the piston ring using J-8037 piston ring compressor and wooden handle. Guide the bottom of the connecting rod to prevent damage to the crankshaft journal.
14. Install the connecting rod head and bearings. follow the paragraph «Main and connecting rod bearings - calibrated plastic wire» in this section.
15. Install the connecting rod head screws.
Tighten
Tighten connecting rod bearing cap bolts to 35 Nm (26 lb-ft). Using the KM-470-B angle torque gauge, tighten the bolts one turn of 45 degrees plus one turn of 15 degrees.
16. Install the crankshaft balancer assembly.
Tighten
Tighten the crankshaft balancer assembly bolts to 20 Nm (15 lb-ft) and turn the bolts another 45°using the angle torque indicator KM-470-B.
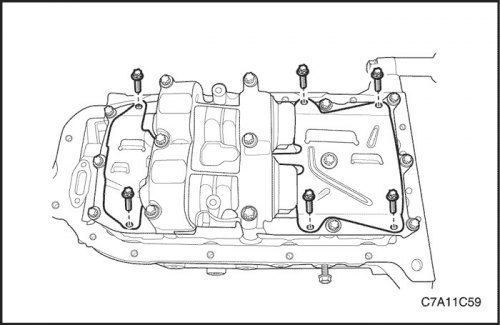
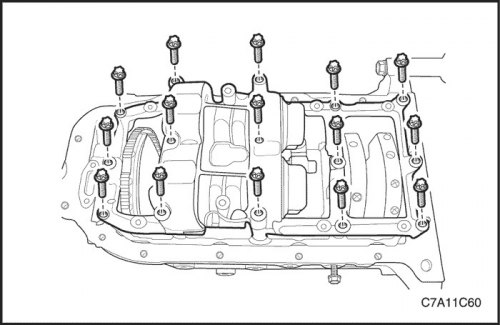
17. Install the oil pan scraper bolts.
Tighten
Tighten the oil pan scraper bolts to 8 Nm (71 lb-in).
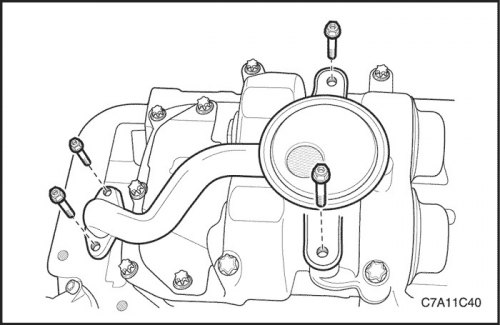
18. Install oil suction pipe with O-ring.
Tighten
Tighten oil suction tube bolts to 8 Nm (71 lb-in).
19. Install the oil pan. follow the paragraph «oil pan» in this section.
20. Install the cylinder head with the intake and exhaust manifolds attached. Cm. "Cylinder head and gasket"«Cylinder head and gasket» in this section.