
Асноўныя звесткі па аднаўленні дэталяў
Для апісваных рухавікоў вытворца прадугледжвае аднаўленне пары "накіроўвалая ўтулка - шток клапана" ужываннем клапанаў з рамонтнымі памерамі штокаў. Пры гэтым зношаная ўтулка аднаўляецца метадам разгортвання да рамонтных памераў. Работы такой складанасці трэба даручаць толькі кваліфікаванаму механіку.
Аднаўленне працаздольнасці накіравальнай утулкі клапана
| Памер | Разгортка | Код, які наносіцца на дэталі новага рухавіка | Код, які наносіцца на дэталі рухавіка пры рамонце |
| Стандартны | - | - | Да |
| Рамонтны + 0,075 | КМ-253 | 1 | К1 |
| Рамонтны + 0,150 | КМ-254 | 2 | К2 |
| Рамонтны + 0,250 | КМ-255 | А |
1. Вызначыце фактычны знос у пары "ўтулка - шток клапана". Пры зазоры, які перавышае 0,1 мм, гэтая пара трэння мае патрэбу ў замене. Гэтую дыягнастычную аперацыю павінен праводзіць толькі кваліфікаваны механік.
2. Код рамонтнага памеру нанесены на накіроўвалай утулцы клапана і тарцы штока клапана. У табліцы прыведзены стандартны і рамонтныя памеры, абазначэнне разгорткі, якая прымяняецца аўтарызаванымі СТА, і змест кодаў, якія наносяцца на ўтулкі і клапаны. Маецца два выгляду кодаў: код, які наносіцца пры зборцы новага рухавіка, і код, які наносіцца на ўтулку пры рамонце.
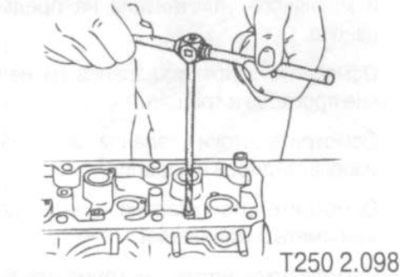
3. Вырабіце разгортванне адтуліны накіроўвалай утулкі. Кірунак разгортвання - ад верхняга боку галоўкі цыліндраў. Пасля разгортвання перакрэсліце код, нанесены на ўтулцы, і вырабіце новы код.
Аднаўленне сёдлаў клапанаў
1. Выканайце апрацоўку рабочай паверхні сёдлаў клапанаў.
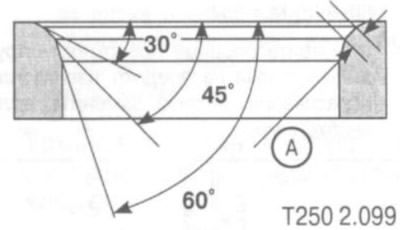
Замыкальная паверхня сёдлаў клапанаў аднаўляецца пры дапамозе трох канічных фрэз:
- фрэза для апрацоўкі працоўнай паверхні сядла: 45°;
- фрэза для апрацоўкі верхняга кута карэкцыі: 30°;
- фрэза для апрацоўкі ніжняга кута карэкцыі: 60°.
Шырыня (А) працоўнай паверхні сядла клапана:
- впускнога: 1,3-1,5 мм;
- выпускнога: 1,6-1,8 мм.
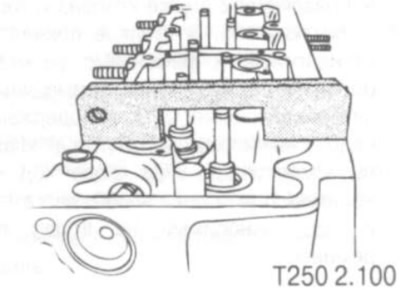
2. Праверце становішча тарца штока клапана пасля ўсталёўкі клапана (без адмысловых калібраў гэтую працу павінен выконваць кваліфікаваны механік).
3. Калі тарэц штока размешчаны вышэй (бліжэй да восі размеркавальнага вала), варта замяніць клапаны новымі і затым праверыць становішча тарца штока зноў.
4. Калі тарэц штока клапана ўсё яшчэ размешчаны вышэй, нягледзячы на замену клапанаў, заменіце галоўку цыліндраў.
Агляд клапана
1. Агледзіце клапан на прадмет зносу, змяцця верхняга тарца штока.
2. Агледзіце канаўкі сухароў клапанаў і алейнага ўшчыльняльніка на прадмет зносу.
3. Агледзіце галоўкі клапанаў на наяўнасць прагараў і расколін.
4. Агледзіце штокі клапанаў на наяўнасць зносу, задиров і драпін.
5. Агледзіце шток клапана - ён не павінен мець скрыўленняў.
6. Агледзіце замыкальны конус клапана. Калі выпрацоўка кантактнага конусу настолькі вялікая, што аднаўленне паверхні дасць востры беражок на стыку канічнай і плоскай паверхняў галоўкі клапана, варта замяніць клапан.
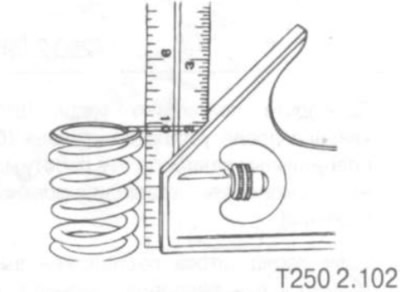
7. Агледзіце спружыну клапана. Калі канцы спружыны клапана не раўналежныя, заменіце спружыну клапана.
8. Вымерайце вышыню спружыны клапана. Калі вышыня спружыны клапана не адпавядае спецыфікацыям, заменіце спружыну клапана.
9. Агледзьце апорныя паверхні спружыны клапана на прадмет зносу або ўтварэння канавак. Заменіце, калі неабходна.
Шліфоўка клапана
1. Упэўніцеся, што на конусе галоўкі клапана няма прагараў.
2. Клапан можна перашліфоўваць толькі два разы. Не шліфуйце тарэц штока клапана.
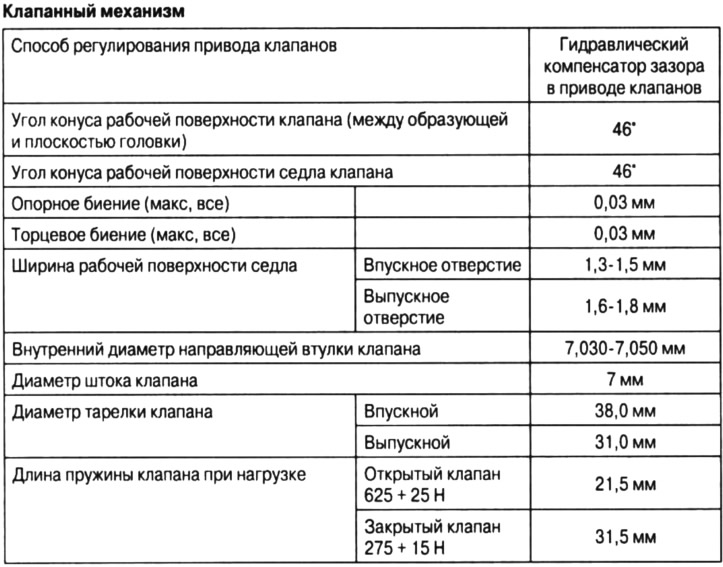
3. Кут паміж утваральнай конусу клапана і плоскасцю галоўкі складае 46 °.
Прыцірка клапанаў
Калі выпрацоўка замыкальнага конусу клапана не занадта вялікая, варта прыцерці клапан да адноўленага замыкальнага конуса сядла клапана (як правіла, пры працы клапана замыкальная паверхня шатун падшыпнікаў становіцца шырэй: да 4-5 мм). Калі пры гэтым на конусе няма глыбокай канаўкі, то магчымая прыцірка клапана да адноўленага сядла без шліфоўкі конусу.
Прыцірка клапана ажыццяўляецца пры дапамозе адмысловых притирочных паст на аснове корунд.
Пры гэтым клапан, усталяваны ў наравляльную ўтулку, здзяйсняе зваротна-паступальныя рухі з адначасовым паваротам направа-налева напераменку. Такія рухі неабходны для адукацыі касых притирочных ліній, якія размяшчаюцца крыж-накрыж. Падчас прыціркі варта перыядычна паварочваць клапан у сядле для забеспячэння раўнамернасці прыціркі. Прыцірку можна лічыць завершанай, калі на замыкальнай паверхні клапана ўтворыцца раўнамерная матава-шэрая колцавая паласа кантакту, роўная па шырыні замыкальнай паверхні сядла.