
Производителят препоръчва да се провери за изкривяване в отворите за болтове на блока, както и за концентричност и подравняване на отворите на основните лагери. Тъй като това изисква специални измервателни уреди, проверката трябва да се извърши в автосервиз.
1. Преди валидиране блокът трябва да бъде изчистен, както е описано в раздел 15.
2. Визуално проверете блока за пукнатини и корозия. Проверете състоянието на резбите в отворите на болтовете. Освен това е препоръчително да проверите за скрити пукнатини в автосервиз, където има специално оборудване за тази цел. Ако бъдат открити дефекти, устройството трябва да бъде ремонтирано (ако е възможно) или сменено.
3. Проверете дали няма драскотини и следи от износване по стените на цилиндрите.
4. Измерете диаметъра на всеки цилиндър в горната му част (непосредствено под перваза), в центъра и отдолу, успоредно на оста на коляновия вал (вижте илюстрациите).
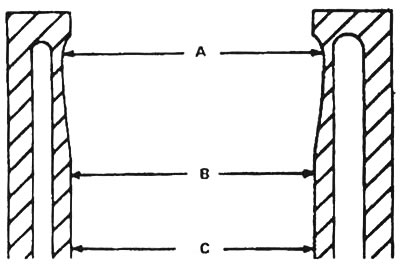
16.4а. Измерете диаметъра на всеки цилиндър под перваза, от отвора (A), в центъра (B) и отдолу (C) | 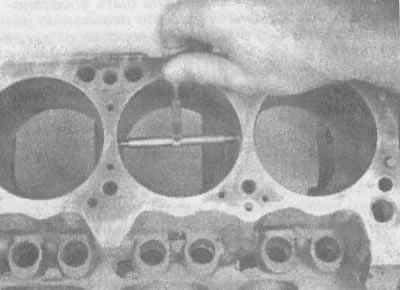
16.4б. Способността да "усещате" кога шублерът е в правилната позиция идва с времето, така че работете бавно и повтаряйте теста, докато не се уверите, че измерването е правилно. |
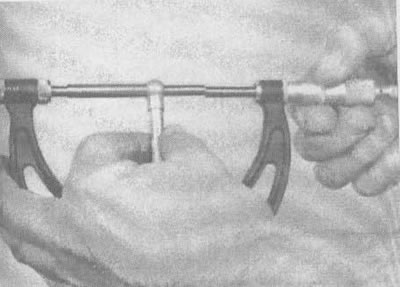
16.4c. След това диаметърът на отвора се измерва с микрометър, за да се определи стойността на диаметъра
Тези измервания не трябва да се правят само с блока на стойка на двигателя - цилиндрите ще се деформират и измерванията ще бъдат неточни.
5. След това измерете диаметрите на всеки цилиндър на същите места, но вече през оста на коляновия вал. Сравнете резултатите с "Технически данни".
6. Ако не разполагате с необходимите прецизни измервателни уреди, хлабините между буталата и стените на цилиндъра могат да бъдат определени (макар и не много точно) с помощта на набор от щупове. Стандартният комплект, който обикновено се намира в магазините за части, се състои от 12" стилус с различни дебелини.
7. За да проверите хлабината, изберете щуп и го поставете в цилиндъра със съответното бутало. Буталото трябва да бъде монтирано в нормалното си работно положение. Манометърът трябва да е между буталото и цилиндъра на една от натискащите повърхности (под ъгъл от 90° спрямо отвора на буталния болт).
8. Буталото трябва да се плъзга вътре в цилиндъра (с поставен щуп) с умерено съпротивление.
9. Ако падне или се плъзне без съпротивление, пролуката е твърде голяма и буталото трябва да се смени. Ако буталото залепва в долната част на цилиндъра и се движи свободно в горната част, в цилиндъра има конус. Ако по време на въртене на буталото със сондата в цилиндъра се наблюдават зони на задръстване, се получава овалност на цилиндъра.
10. Повторете тази процедура за останалите бутала и цилиндри.
11. Ако има забележими драскотини и ожулвания по стените на цилиндъра или ако тяхната овалност или конусност надвишава допустимите стойности от "Технически данни", занесете цилиндровия блок в автосервиз за пробиване и хонинговане на цилиндрите. След пробиване е необходимо да се монтират бутала и пръстени с по-голям диаметър.
12. Ако цилиндрите са в сравнително добро състояние и не са износени извън допустимите граници и ако може да се настрои необходимата хлабина между буталата и цилиндрите, отворът на цилиндъра не е необходим. Всичко, което се изисква в този случай, е уточняване (вижте раздел 17).