
Функции на устройството
Основните размери на коляновия вал са дадени на фиг. 2-41.
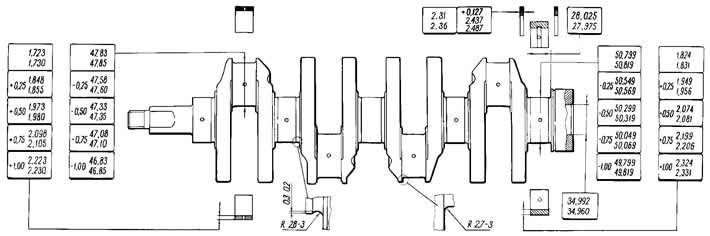
Фиг. 2-41. Основните размери на коляновия вал.
Колянов вал - лят, чугунен, пет лагерен. Възможно е повторно шлифоване на шийките на коляновия вал по време на ремонт с намаляване на диаметъра от 0,25; 0,5; 0,75; и 1 мм.
Аксиалното движение на коляновия вал е ограничено от два упорни полупръстена. Те се вкарват в гнездата на цилиндровия блок от двете страни на петия основен лагер, като от задната страна е поставен керамично-метален полупръстен (жълт), а отпред стоманено-алуминиев. Полухалките се изработват в два размера - нормален и увеличен с дебелина 0,127 мм.
Корпусите на лагерите на коляновия вал са тънкостенни, стоманено-алуминиеви. Горните лагери 1, 2, 4 и 5 на лагерите на коляновия вал имат жлеб на вътрешната повърхност, а долните лагери нямат жлеб. 3-ти лагерни втулки (горен и долен) без жлеб. Биелните лагери (горен и долен) също са без канал.
Ремонтните втулки са направени с увеличена дебелина под шийките на коляновия вал, намалени с 0,25; 0,5; 0,75 и 1 мм.
Маховика е чугунен, лят, с пресована стоманена назъбена джанта за стартиране на двигателя със стартер. Маховикът е центриран от предния лагер на задвижващия вал на скоростната кутия, притиснат в коляновия вал.
На задната повърхност на маховика, близо до зъбния венец, има монтажна маркировка под формата на коничен отвор. Трябва да е срещу шийката на мотовилката на четвъртия цилиндър.
Проверка на техническото състояние и ремонт
Колянов вал. Огледайте коляновия вал. Не се допускат пукнатини навсякъде по коляновия вал. Не се допускат драскотини, драскотини и рискове върху повърхности, съчетаващи се с работните ръбове на салниковите кутии.
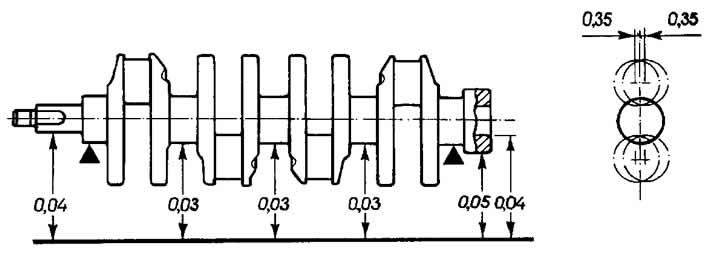
Фиг. 2-42. Допустимо биене на основните повърхности на коляновия вал.
Монтирайте коляновия вал с екстремни главни шейни на две призми (фиг. 2-42) и проверете биенето с индикатор:
- основни шийки (не повече от 0,03 mm);
- опорни повърхности за зъбното колело и лагера на задвижващия вал на скоростната кутия (не повече от 0,04 mm);
- повърхности, свързващи се със салниковата кутия (не повече от 0,05 mm).
Измерете диаметрите на главните и биелните шейни. Шийките трябва да бъдат шлифовани, ако износването им е повече от 0,03 мм или овалът на шийките е повече от 0,03 мм, както и ако има драскотини и белези по шийките.
Шлайфайте шийките с намаляване на диаметъра до най-близкия ремонтен размер (вижте Фиг. 241).
При смилане поддържайте размерите на филетата на шийките, подобни на посочените на фиг. 241 за нормални размери на коляновия вал. Овалността и конусността на шийките на главния и свързващия прът след шлайфане трябва да бъде не повече от 0,005 mm.
Изместването на осите на шийките на свързващия прът от равнината, преминаваща през осите на свързващия прът и главните шейни след смилане, трябва да бъде в рамките на±0,35 mm (виж фиг. 2-42). За да проверите, монтирайте вала с екстремни главни шейни върху призмите и настройте вала така, че оста на шийката на свързващия прът на първия цилиндър да е в хоризонтална равнина, минаваща през оста на основните шейни. След това използвайте индикатор, за да проверите вертикалното изместване на коляновия болт на 2-ри, 3-ти и 4-ти цилиндър спрямо коляновия болт на 1-ви цилиндър.
След шлайфане на шийките ги полирайте с диамантена паста или GOI паста.
След шлифоване и последващо довършване на шийките, отстранете щепселите на маслените канали и след това обработете гнездата на щепселите с фреза A.94016/10, поставена на шпиндела A.94016. Измийте старателно коляновия вал и неговите канали, за да отстраните абразивните остатъци и продухайте със сгъстен въздух. Новите тапи се притискат с технологичен прът и се уплътняват на три места с перфоратор.
На първата буза на коляновия вал маркирайте степента на намаляване на главните и мотовилките (например K 0,25; W 0,50).
Вложки. Не могат да се правят корекции на вложките. Ако са надраскани, набраздени или обелени, сменете облицовките с нови.
Пролуката между втулките и шийките на коляновия вал се проверява чрез изчисление (чрез измерване на детайлите). Удобно е да използвате калибриран пластмасов проводник, за да проверите празнината. В този случай методът за проверка е следният:
- внимателно почистете работните повърхности на вложките и съответната шийка и поставете парче пластмасова тел върху повърхността им;
- Монтирайте свързващ прът с капачка или капачка на основния лагер върху гърловината (в зависимост от типа гърловина, която трябва да се провери) и затегнете гайките или болтовете. Затегнете гайките на болтовете на свързващия прът с въртящ момент от 51 Nm (5,2 kgf·m) и болтовете на капачките на основните лагери с въртящ момент от 80,4 Nm (8,2 kgf·m);
- Отстранете капака и използвайте скалата, отпечатана върху опаковката, за да определите размера на празнината чрез сплескването на жицата (фиг. 2-43).
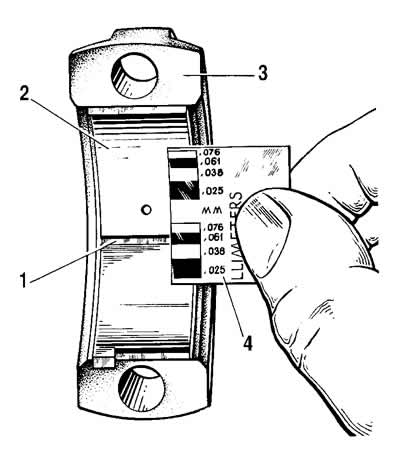
Фиг. 2-43. Измерване на хлабината на биелните лагери:
1 - сплескана калибрирана пластмасова тел;
2 - вложка;
3 - капак на свързващия прът;
4 - скала за измерване на празнината.
Номиналната конструктивна хлабина е 0,02-0,07 mm за мотовилката и 0,026-0,073 mm за главните шийки. Ако празнината е по-малка от ограничението (0,1 mm за свързващ прът и 0,15 mm за основни шийки), тогава тези втулки могат да се използват отново.
Ако празнината е по-голяма от ограничението, сменете облицовките на тези гърловини с нови.
Ако шийките на коляновия вал са износени и шлифовани до ремонтен размер, тогава сменете втулките с ремонтни (увеличена дебелина).
Устойчиви полухалки. Както и на облицовките, не могат да се извършват монтажни операции на половин пръстени. В случай на надраскване, рискове или разслоявания, сменете половинките с нови.
Полупръстените също се сменят, ако аксиалната хлабина на коляновия вал надвишава максимално допустимото - 0,35 mm. Изберете нови полупръстени с номинална дебелина или увеличена с 0,127 mm, за да получите аксиална хлабина в диапазона 0,06-0,26 mm.
Аксиалната хлабина на коляновия вал се проверява с помощта на циферблат, както е описано в "Сглобяване на двигателя" (Вижте Фигура 2-19).
Аксиалната хлабина на коляновия вал може да се провери и на двигателя, монтиран на автомобила. В този случай аксиалното движение на коляновия вал се създава чрез натискане и отпускане на педала на съединителя, а празнината се определя от движението на предния край на коляновия вал.
Маховик. Проверете състоянието на зъбния венец и ако зъбите са повредени, сменете маховика. Ако маховикът има оцветен цвят на повърхност 3 (фиг. 2-44), проверете стегнатостта на джантата на маховика. Джантата не трябва да се върти с въртящ момент от 590 Nm (60 kgf·m).
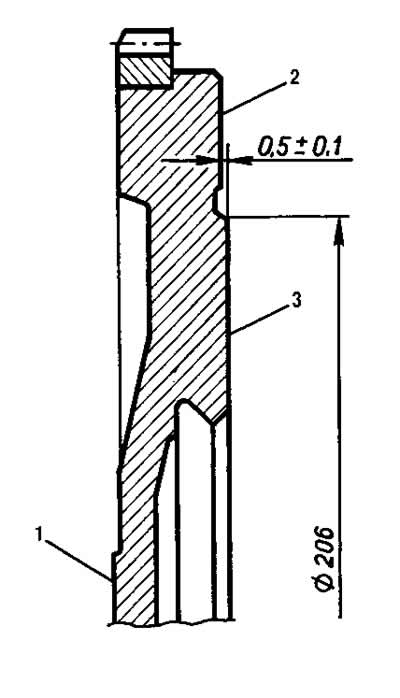
Фиг. 2-44. Маховик:
1 - монтажна повърхност към фланеца на коляновия вал;
2 - монтажна повърхност на съединителя;
3 - опорна повърхност на диска на съединителя.
На повърхност 1 на маховика в близост до фланеца на коляновия вал и на повърхност 3 под диска на съединителя не се допускат драскотини и надрасквания.
Отстранете драскотините и надраскванията по повърхността 3 с жлеб, като отстраните метален слой с дебелина не повече от 1 мм. В същото време също шлифовайте повърхност 2, като запазите размера (0,5±0,1) mm. При завъртане е необходимо да се осигури паралелността на повърхности 2 и 3 спрямо повърхност 1. Допустимото отклонение на непаралелността е 0,1 mm.
Монтирайте маховика върху дорника, като го центрирате върху монтажния отвор с акцент върху повърхността 1 и проверете изтичането на равнини 2 и 3. В крайните точки индикаторът не трябва да показва изтичане над 0,1 mm.