
Основи за възстановяване на части
За описаните двигатели производителят предвижда възстановяване на двойката "направляваща втулка - стебло на клапана" с помощта на клапани с големи стебла. В този случай износената втулка се възстановява чрез метода на разгръщане, за да се поправят размерите. Работа с такава сложност трябва да се поверява само на квалифициран механик.
Ремонт на водача на клапан
| Размер | Почистване | Код, приложен към нови части на двигателя | Код, приложен към части на двигателя по време на ремонт |
| Стандартен | - | - | К |
| Ремонт + 0,075 | KM-253 | 1 | K1 |
| Ремонт + 0,150 | KM-254 | 2 | K2 |
| Ремонт + 0,250 | KM-255 | А |
1. Определете действителното износване на двойката втулка-стъбло на клапана. При празнина над 0,1 mm тази триеща се двойка трябва да бъде сменена. Тази диагностична операция трябва да се извършва само от квалифициран механик.
2. Кодът за големи размери е щампован върху водача на клапана и края на стеблото на клапана. Таблицата показва стандартните и ремонтните размери, обозначението на райбера, използван от оторизираните сервизи, и съдържанието на кодовете, прилагани към втулките и клапаните. Има два типа кодове: кодът, прилаган при сглобяване на нов двигател, и кодът, прилаган към втулката по време на ремонт.
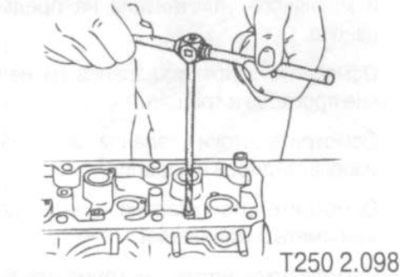
3. Разширете отвора на водещата втулка. Посоката на разгръщане е от горната страна на главата на цилиндъра. След като бъде разгърнат, зачеркнете кода, отпечатан на ръкава, и приложете нов код.
Ремонт на легла на клапани
1. Завършете работната повърхност на леглата на клапаните.
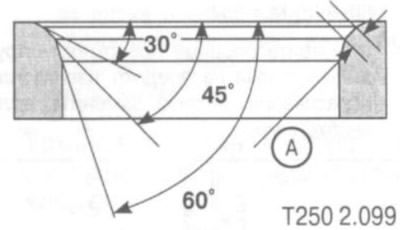
Затварящата повърхност на леглата на клапаните се възстановява с помощта на три конични ножа:
- фреза за лице на седалката: 45°;
- фреза за обработка на горния ъгъл на корекцията: 30°;
- фреза за обработка на долния корекционен ъгъл: 60°.
Ширина (A) на работната повърхност на леглото на клапана:
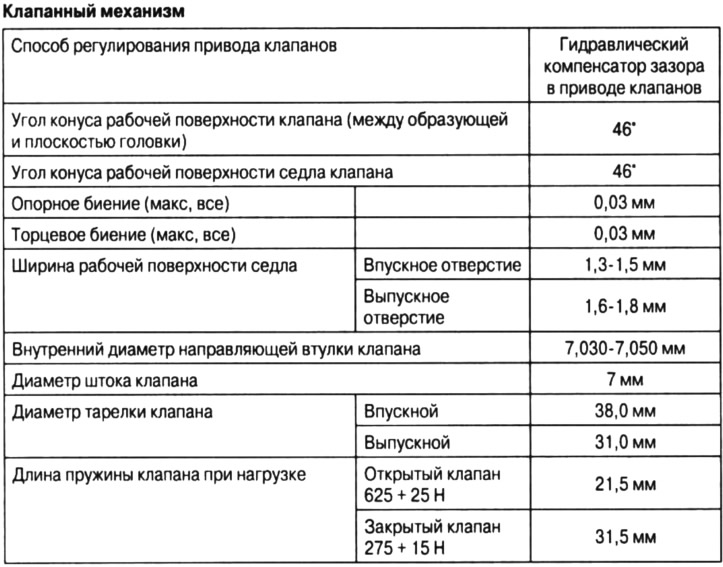
- вход: 1,3-1,5 мм;
- градуировка: 1,6-1,8 мм.
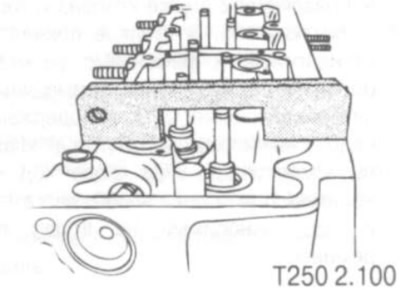
2. Проверете позицията на края на стеблото на клапана след монтирането на клапана (без специални измервателни уреди, тази работа трябва да се извърши от квалифициран механик).
3. Ако краят на пръта е разположен по-високо (по-близо до оста на разпределителния вал), сменете клапаните с нови и след това проверете отново позицията на края на пръта.
4. Ако краят на стеблото на клапана все още е по-висок въпреки смяната на клапаните, сменете главата на цилиндъра.
Проверка на клапан
1. Проверете клапана за износване, смачкване на горния край на стеблото.
2. Проверете шплинтните жлебове на клапана и масленото уплътнение за износване.
3. Проверете главите на клапаните за прогаряне и пукнатини.
4. Проверете стеблата на клапаните за износване, прорези и драскотини.
5. Огледайте стеблото на клапана - не трябва да има изкривявания.
6. Проверете конуса за затваряне на клапана. Ако износването на контактния конус е толкова голямо, че повторното напластяване създава остър ръб на кръстовището на коничната и плоската повърхност на главата на клапана, клапанът трябва да се смени.
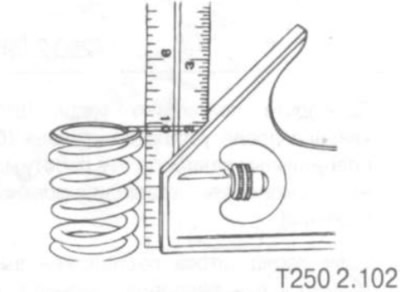
7. Проверете пружината на клапана. Ако краищата на пружината на клапана не са успоредни, сменете пружината на клапана.
8. Измерете височината на пружината на клапана. Ако височината на пружината на клапана не е в рамките на спецификациите, сменете пружината на клапана.
9. Проверете опорните повърхности на пружината на клапана за износване или набраздяване. Сменете, ако е необходимо.
Шлайфане на вентила
1. Проверете дали конусът на главата на клапана е без изгаряния.
2. Вентилът може да се шлайфа само два пъти. Не шлифовайте края на стеблото на клапана.
3. Ъгълът между образуващата на конуса на клапата и равнината на главата е 46°.
Притриващи клапани
Ако износването на затварящия конус на клапана не е твърде голямо, клапанът трябва да се шлайфа до възстановения затварящ конус на леглото на клапана (като правило, когато клапанът работи, затварящата повърхност на лагерите на биелната става по-широка : до 4-5 mm). Ако в същото време на конуса няма дълбок канал, тогава е възможно да се смила клапанът до възстановената седалка без смилане на конуса.
Вентилът се прилепва със специални прилепващи пасти на базата на корунд.
В същото време клапанът, монтиран в направляващата втулка, извършва възвратно-постъпателни движения с едновременно въртене надясно и наляво алтернативно. Такива движения са необходими за образуването на наклонени линии на припокриване, разположени на кръст. По време на процеса на прилепване периодично завъртайте вентила в седлото, за да осигурите равномерно прилепване. Прилепването може да се счита за завършено, когато върху затварящата повърхност на клапана се образува равномерна матово сива пръстеновидна контактна лента, равна по ширина на затварящата повърхност на седлото.