
Примечание: не используйте каустическую соду для мойки блока цилиндров из алюминиевого сплава.
Внимание: при мойке блока в тепловой ванне не превышайте температуру 230°С.
Удалите всю грязь с поверхностей блока с помощью растворителя или тепловой ванны. Особое внимание уделите чистоте:
- поверхностей под установку прокладок;
- каналов для прохода жидкости;
- масляных каналов;
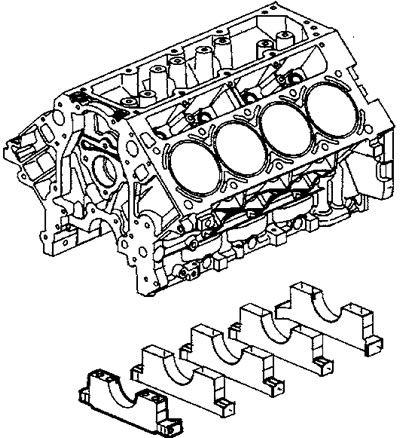
- крышек коренных подшипников;
- резьбовых отверстий.
Для прочистки резьбовых отверстий можно применять метчики соответствующего размера.
1. Проверьте:
- состояние стенок цилиндров, ищите чрезмерные царапины, следы задиров или кольцевого гребня износа в зоне остановки верхнего компрессионного кольца;
- состояние рубашки охлаждения, ищите трещины;
- состояние перемычек блока под установку крышек коренных подшипников, ищите трещины;
- состояние поверхностей под установку прокладок, сальников, уплотнительных колец, ищите царапин, следы прогаров и другие дефекты;
- состояние резьб резьбовых отверстий.
2. Измерьте диаметр цилиндра для принятия решения о переходе на следующий ремонтный размер, см. спецификацию.
Измерения проводите в двух взаимно перпендикулярных плоскостях и в трех местах по высоте цилиндра (НМТ, ВМТ, середина хода поршня). По результатам измерений определите степень износа, конусность и овальность цилиндров. При выходе диаметра, конусности и овальности за пределы допуска хотя бы в одном цилиндре, проведите расточку и хонингование всех цилиндров.