
Разборка
1. Снять винт (1) крепления масляного сопла (2) (три места).
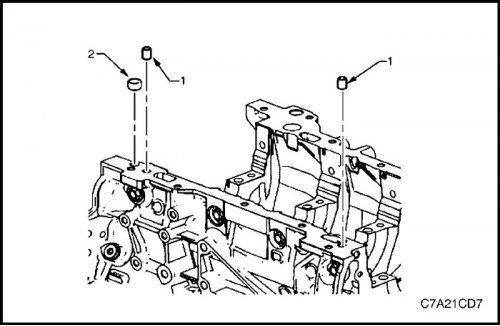
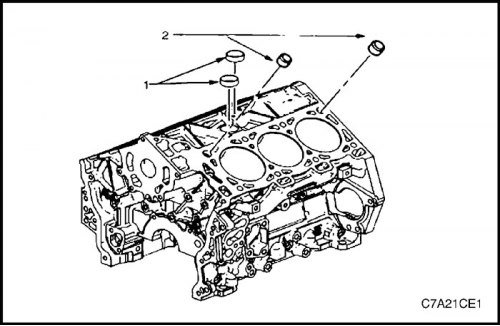
2. Снять штифты (1) для установки масляного поддона на блок цилиндров и переднюю расширяющуюся заглушку (2) масляного канала блока цилиндров ряда 1.
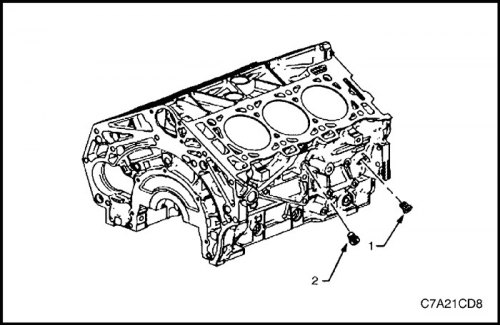
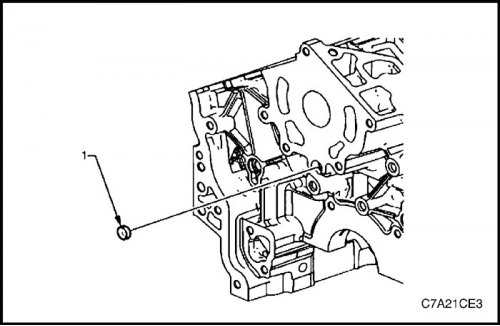
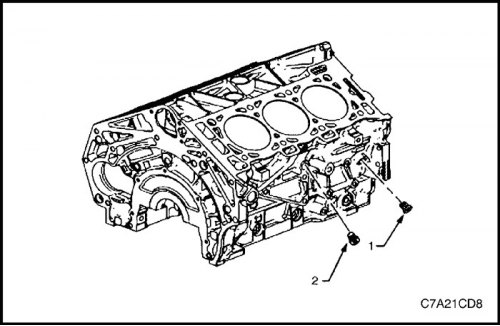
3. Снять боковую резьбовую заглушку (1) масляного канала блока цилиндров ряда 1 и резьбовую заглушку (2) сливного отверстия для охлаждающей жидкости.
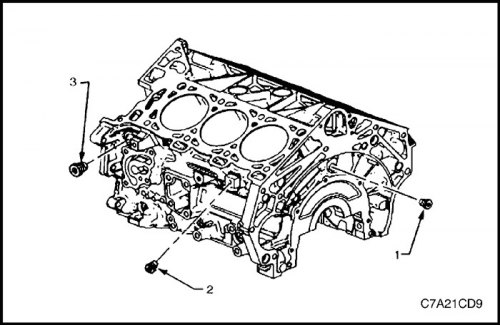
4. Снять заднюю резьбовую заглушку (1) масляного канала, боковую резьбовую заглушку (2) сливного отверстия для охлаждающей жидкости ряда цилиндров 2 и находящуюся с левой стороны боковую резьбовую заглушку (3) масляного канала.
Внимание! При снятии расширяющихся заглушек охлаждающей жидкости не допускается прикладывать усилия, направленные вниз, чтобы не повредить блок цилиндров.
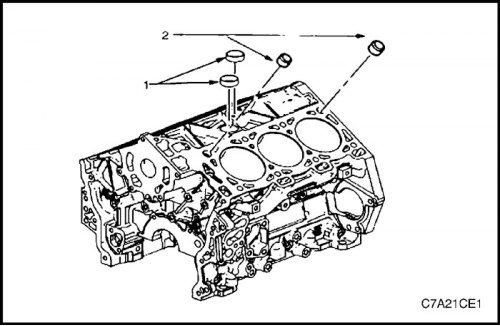
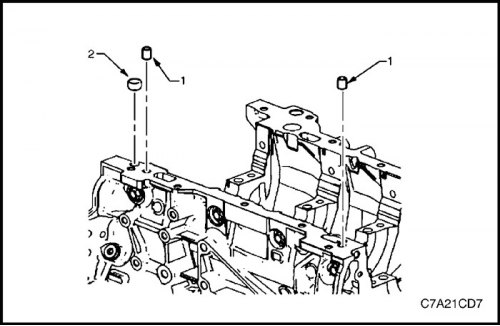
5. Снять расширяющиеся заглушки охлаждающей жидкости (1) и штифты (2) для установки головки цилиндров на блок цилиндров.
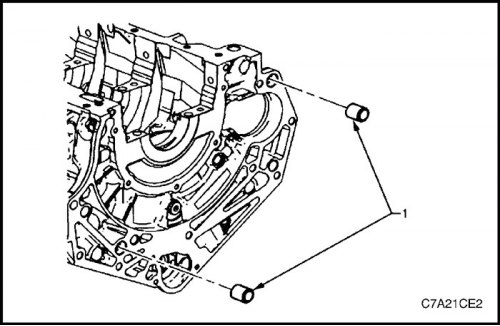
6. Снять штифты (1) для установки коробки передач на блок цилиндров.
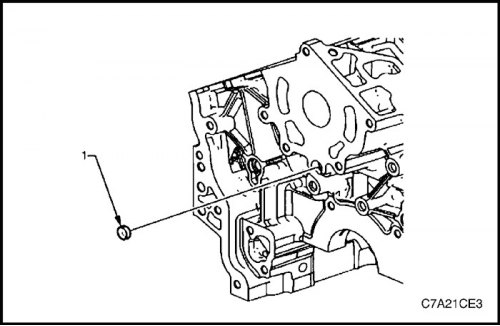
7. Снять переднюю расширяющуюся заглушку (1) масляного канала.
Очистить
1. Удалить полностью герметик для резьбовых соединений, материал и герметик прокладки, пользуясь для обычным деревянным или пластмассовым скребком.
2. Очистить все перечисленные ниже участки с помощью подходящего растворителя:
- Уплотнительные поверхности
- каналы охлаждающей жидкости,
- масляные каналы,
- подшипниковые опоры.
3. Очистить подходящим растворителем все резьбовые и сквозные отверстия.
4. Просушить блок цилиндров сжатым воздухом.
Осмотр
Измерение диаметров цилиндров
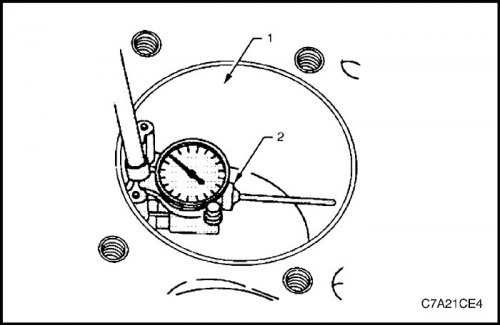
1. Измерить диаметр цилиндра на расстоянии 37 мм от верхней плоскости блока (1), используя обычный нутромер или инструмент J-8087 (2).
2. Записать результаты и сравнить с размерами, указанными в технических характеристиках.
Примечание: Если диаметр цилиндра больше указанного в технических характеристиках, то возможна расточка цилиндра на 0,25 мм. Для технического обслуживания предусмотрен только один ремонтный размер поршней и колец. Если диаметр цилиндра превышает требуемое значение более чем на 0,25 мм, то блок цилиндров необходимо заменить.
Измерение конусности цилиндров
1. Выполнить измерение на поверхностях, воспринимающих боковое усилие, перпендикулярно оси коленчатого вала, на 10 мм ниже верхней поверхности блока цилиндров, и записать результат.
2. Выполнить измерение на поверхностях, воспринимающих боковое усилие, перпендикулярно оси коленчатого вала, на 100 мм ниже верхней поверхности блока цилиндров, и записать результат.
3. Определить разность между этими двумя измерениями. Этот результат и будет конусностью цилиндра.
4. Сравнить результаты с размерами, указанными в технических характеристиках.
5. Если диаметр цилиндра больше указанного в технических характеристиках, то возможна расточка цилиндра на 0,25 мм. Для технического обслуживания предусмотрен только один ремонтный размер поршней и колец. Если диаметр цилиндра превышает требуемое значение более чем на 0,25 мм, то блок цилиндров необходимо заменить.
Измерение некруглости цилиндров
1. Измерить диаметр цилиндра на поверхностях, воспринимающих и не воспринимающих боковую нагрузку, на 10 мм ниже верхней поверхности блока цилиндров. Записать результаты измерений.
2. Определить разность между этими двумя измерениями. Результат будет указывать некруглость верхнего конца цилиндра.
3. Измерить диаметр цилиндра на поверхностях, воспринимающих и не воспринимающих боковую нагрузку, на 100 мм ниже верхней поверхности блока цилиндров. Записать результаты измерений.
4. Определить разность между этими двумя измерениями. Результат будет указывать некруглость нижнего конца цилиндра.
5. Сравнить полученные результаты с размерами, указанными в технических характеристиках.
6. Если диаметр цилиндра больше указанного в технических характеристиках, то возможна расточка цилиндра на 0,25 мм. Для технического обслуживания предусмотрен только один ремонтный размер поршней и колец. Если диаметр цилиндра превышает требуемое значение более чем на 0,25 мм, то блок цилиндров необходимо заменить.
Проверка плоскостности верхней поверхности блока цилиндров
1. Верхние поверхности блока цилиндров должны быть чистыми и очищенными от материала прокладки.
2. Осмотреть поверхность, проверяя, нет ли на ней дефектов или царапин, которые могут помешать уплотнению прокладки при установке головки цилиндров.
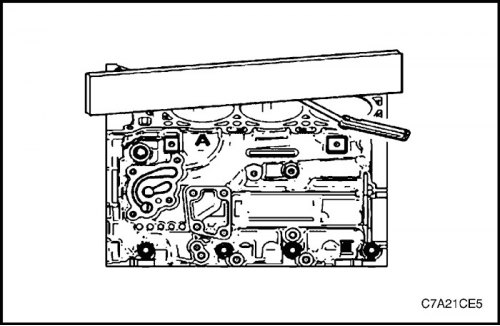
3. Положить линейку по диагонали поперек верхней лицевой поверхности блока цилиндров.
4. Измерить зазор между линейкой и лицевой стороной блока цилиндров в 4 точках вдоль линейки с помощью калибра для измерения зазоров.
5. Если коробление меньше 0,05 мм, то механическая обработка верхней поверхности блока цилиндров не требуется.
6. Если коробление находится в диапазоне 0,05 ±0,20 мм или имеются какие-либо дефекты или царапины, которые могут помешать уплотнению прокладки при установке головки цилиндров, то верхнюю поверхность блока цилиндров необходимо прошлифовать.
7. Если необходима шлифовка, то максимальная допустимая толщина снимаемого слоя равна 0,25 мм.
8. Если с верхней поверхности блока цилиндров необходимо удалить материал толщиной более 0,25 мм, то блок следует заменить.
Сборка
1. Нанести герметик RTV на новые расширяющиеся заглушки (1) охлаждающей жидкости и установить их на место.
2. Установить штифты (2) для установки головки цилиндров на блок цилиндров.
3. Установить новую переднюю расширяющуюся заглушку (1) масляного канала.
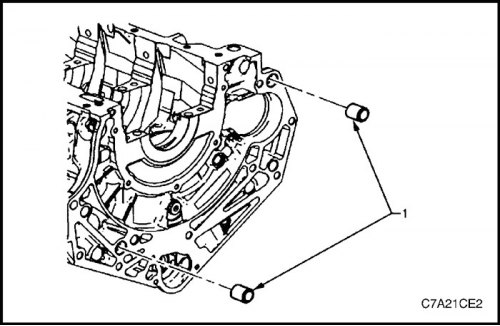
4. Установить штифты (1) для установки коробки передач на блок цилиндров.
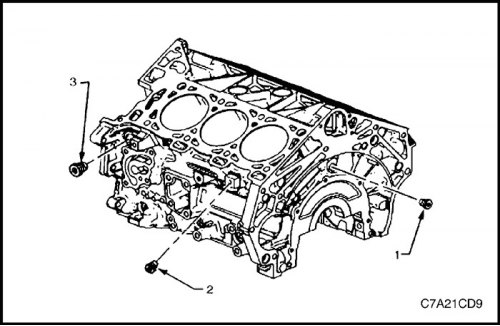
5. Установить заднюю резьбовую заглушку (1) масляного канала, боковую резьбовую заглушку (2) сливного отверстия для охлаждающей жидкости ряда цилиндров 2 и находящуюся с левой стороны боковую резьбовую заглушку (3) масляного канала.
Затянуть
Затянуть заднюю резьбовую заглушку масляного канала блока цилиндров моментом 31 Н·м (33 lb-ft).
Затянуть боковую резьбовую заглушку канала охлаждающей жидкости блока цилиндров ряда 2 моментом 31 Н·м (23 lb-ft).
Затянуть боковую резьбовую заглушку масляного канала блока цилиндров ряда 2 моментом 31 Н·м (23 lb-ft).
6. Установить резьбовую заглушку (1) масляного канала и резьбовую заглушку (2) канала охлаждающей жидкости на правой стороне.
Затянуть
Затянуть боковую резьбовую заглушку масляного канала блока цилиндров ряда 1 моментом 31 Н·м (23 lb-ft).
Затянуть боковую резьбовую заглушку канала охлаждающей жидкости блока цилиндров ряда 1 моментом 31 Н·м (23 lb-ft).
7. Установить новую расширяющуюся заглушку (1) масляного канала на передней опорной поверхности масляного поддона, на стороне ряда цилиндров 1, и штифты (2) для установки масляного поддона на блок цилиндров.
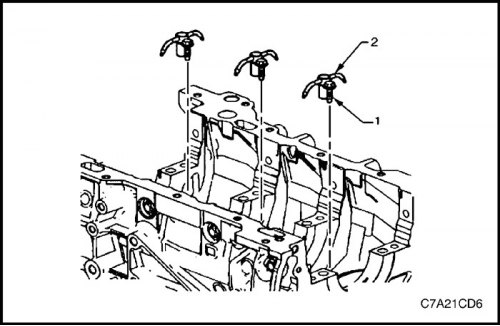
8. Установить (три места) масляное сопло (2).
9. Установить (три места) винт (1) крепления масляного сопла.
Затянуть
Затянуть винт крепления масляного сопла моментом 10 Н·м (89 lb-in).